
Fターム[4F202AQ00]の内容
プラスチック等の成形用の型 (108,678) | 検出手段の特徴 (186)
Fターム[4F202AQ00]の下位に属するFターム
光学的手段 (75)
波動的手段(←超音波) (9)
電気磁気的手段 (74)
機械的手段(←リミットスイッチ) (15)
流体式手段 (5)
Fターム[4F202AQ00]に分類される特許
1 - 8 / 8
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
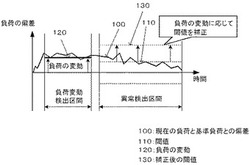
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法

【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
樹脂成形機
【課題】樹脂の溶融状態及び混練状態を正確に確認することができる樹脂成形機を提供する。
【解決手段】樹脂成形機1は、シリンダ3と、シリンダ3に連接して設けられた管状のダイ54と、シリンダ3内部に設けられたスクリュ2と、シリンダ3又はダイ54の内部の溶融樹脂が視認できるようにシリンダ3又はダイ54の外表面に設けられた窓8と、を有している。そして、窓8は、CaF2の単結晶、CeF3の単結晶、Gd2SiO5の単結晶、又は、Y3Al5O12の単結晶、で構成されている。
(もっと読む)
樹脂製容器,樹脂製容器の製造方法及びその方法により製造された樹脂製容器
【課題】 複数の素材を組み合わせる必要が無く、また、無機フィラーの含有率に制限があったとしても断熱性に優れた樹脂製容器を提供すること。
【解決手段】 容器の内面側における単位体積当たりの無機フィラーの個数である分散密度よりも容器の厚さ方向の外面側における無機フィラーの分散密度が高くなる密度分布を有することとした。
(もっと読む)
圧縮成形金型及び圧縮成形金型装置
【課題】一度に複数のキャビティ内において圧縮成形を行ないつつ、各キャビティ間に生じる圧縮圧力のばらつきを簡易な構成で精度良く抑える。
【解決手段】上金型(第1の金型)10と上金型10に対向して配置された下金型(第2の金型)20と、下金型20に備えられ、複数のキャビティの一部をそれぞれ構成する複数の押圧ブロック24と、を備え、押圧ブロック24を一対の支柱部21Bと該一対の支柱部21Bにより両持ち支持される梁部21Aとで構成される弾性支持機構21を介して下部ダイセット(ベースメンバ)40にそれぞれ独立して変位可能に連結する。ここにおいて、梁部21Aは、押圧ブロック24の載置された領域A0から支柱部21Bでの支持領域A1に向かうに従ってその断面積がより減少する形状に形成する。
(もっと読む)
成形型修正方法、成形型修正量算出方法、成形型修正量算出システム、及び成形型修正量算出プログラム
【課題】試作成形品の形状の測定データと、成形品モデルの設計データとを利用して、成形型の外型並びに中子の位置基準の修正量を各々算出し、成形型の位置基準をバランス良く調整する。
【解決手段】成形品モデルの輪郭形状から外部形状の設計データと内部形状の設計データとを作成し、試作成形品の輪郭形状から外部形状の測定データと内部形状の測定データとを作成する。外部形状の設計データと測定データの各形状データにて特定される形状を位置合わせし、外部形状の位置基準の座標移動量を、外部形状の位置基準修正量として算出する。外部形状の位置基準修正量だけ位置基準を移動した後の内部形状の測定データと内部形状の設計データの各形状データにて特定される形状を位置合わせし、内部形状の位置基準の座標移動量を、内部形状の位置基準修正量として算出する。
(もっと読む)
樹脂成形品の製造方法および製造装置ならびに樹脂成形品
【課題】短い成形サイクルで光学鏡面や微細なパターンが高精度に転写され、かつ内部歪みの小さい樹脂成形品を提供する。
【解決手段】樹脂4が軟化温度以下のキャビティ3の温度まで冷却される途中で、少なくともキャビティ3内の樹脂4の中心温度が樹脂の軟化温度以上、あるいは表層部温度が樹脂の軟化温度以下かつ樹脂の平均温度が軟化温度以上であるタイミングにて、可動入子2を樹脂4から離反する方向に移動させ、転写面5と樹脂4の間に断熱層としての空隙15を形成する。この空隙15において、樹脂4自体の温度にて表層部温度が軟化温度以上になるタイミングで、樹脂4から離反させた可動入子2を樹脂4と密着する方向に再移動させ、樹脂4と転写面5を再密着させて、樹脂4の表面に転写面5の形状を転写させる。
(もっと読む)
1 - 8 / 8
[ Back to top ]