
Fターム[4F204AB27]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234) | 鱗片状物 (9)
Fターム[4F204AB27]に分類される特許
1 - 9 / 9
模様付き人造大理石の製造方法
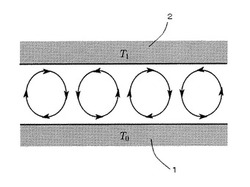
【課題】従来の人造大理石には見られなかった自然な格子状模様や流れ模様等を発現させることができる優美で意匠性の高い人造大理石の製造方法を提案する。
【解決手段】人造大理石用液状コンパウンドを注型して成形するに当たり、成形中の液状コンパウンドの粘度を300〜800mPa・sの範囲に調整し、下金型1を上金型2より温度が高く、かつ上下金型の温度差を30℃〜50℃の範囲とすることによりベナール対流を生じさせ、これにより製品表面に格子状模様、雲柄模様又は流れ模様を発現させるようにしたことを特徴とする模様付き人造大理石の製造方法。
(もっと読む)
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 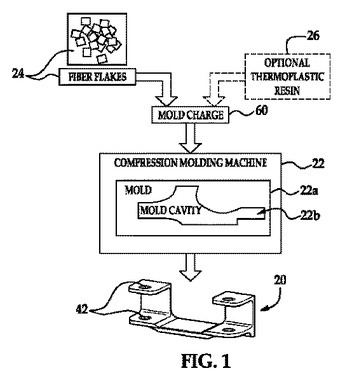 (もっと読む)
(もっと読む)
異方性粒子を使用したアクリル系材料における装飾的外観の調製方法
アクリル系材料における装飾的外観は、アスペクト比3を有する異方性粒子を含有する流動性の架橋可能なアクリル系材料を収縮性支持材に塗布し、続いて架橋して固体物品を形成することによって得られる。 (もっと読む)
木炭ボード及びその製造方法

【課題】 グルコマンナンをバインダーとして製造される木炭ボードの曲げ強度を高めること。
【解決手段】 本発明に係る木炭ボードの製造方法は、粉状若しくは粒状の木炭又はこれらを混合した木炭11と、木炭11よりも少量のグルコマンナン12と、グルコマンナン12よりも更に少量のカルシウム化合物14を混合したものに水13を加えて練り合わせる練り合わせ工程S1、練り合わせ工程S2により得られた木炭成形材料16を金型に流し込んで加圧成形する加圧成形工程S2、及び加圧成形工程S2により得られた木炭ボード半加工品17を乾燥し固化する乾燥・固化工程S3含む。グルコマンナン12はコンニャク精粉であって、その量は木炭11の10.0〜15.0重量%程度である。また、カルシウム化合物14は炭酸カルシウムであって、その量はグルコマンナン12の4.0〜6.0重量%程度である。
(もっと読む)
成形体の製造方法、成形体、防音防振床
【課題】簡易な工程で、使用済自動車廃材から低コストかつ商品価値の高い成形体を製造可能な製造方法及びその成形品を提供する。
【解決手段】シュレッダーダストから、発泡樹脂類及び繊維類を主成分とする廃材を分別回収する分別回収工程S10と、分別回収した廃材に接着剤を所定量混合して混合物を生成する接着剤混合工程S20と、混合物を袋体に所定量充填して、袋体に充填された混合物を金型に設置する金型設置工程S30と、金型に充填された混合物を加熱及び加圧して成形する成形工程とからなることを特徴とする防音防振材の製造方法。
(もっと読む)
真空注型装置
【課題】 注型材注入を効率的に行うことのできる真空注型装置を提供する。
【解決手段】
注型材カップ2を注入口60位置に移動させ、注型材カップ2を傾けて攪拌した注型材を注入口60に注入する。同時に揺振動装置70を駆動し、揺振動テーブル7を揺振動させる。小リーク弁12を開とし、所定の設定圧力まで減圧室1内部の圧力を上昇させる。この揺振動と圧力上昇により、注入口60に注入された注型材は注型用型6内部に効果的に進入する。そして小リーク弁12を閉じて、減圧室1を減圧し、上記動作をN回行う。
(もっと読む)
注型材の攪拌装置及び真空注型装置
【課題】 高粘度注型材の攪拌を効率的に行うことのできる注型材の攪拌装置及び真空注型装置を提供する。
【解決手段】 減圧室1の内部は所定の圧力まで減圧され、揺振動テーブル7の上に注型用型6が載置可能で、注型用型6に樹脂等を流し込んで硬化、成型する支持装置3は、傾斜体30と上下運動装置である昇降部33とを有し、注型材カップ2を支持する。支持装置3は左右方向に傾斜可能であり、また連続的に左右方向に搖動可能であり、振り子運動をする。昇降部33は傾斜体30に移動可能に装着され、上下運動を行う。注型材カップ2内の高粘度注型材は撹拌プロペラ4の正逆回転と、注型材カップ2の上下動により効果的に攪拌される。
(もっと読む)
均質な表面カバー
【課題】より広い種々の表面構造を有するフレークを凝集することによって表面カバーを製造できるようにすること
【解決手段】本発明は、a)適当な構造を有する第1シートを製造するステップと、b)少なくとも10%のフレークがR>30のサイズ比を有するフレークとなるように前記シートを切断するステップと、c)こうして得られたフレークを中間的に保管することなく、ある表面上に撒くステップと、d)前記フレークを表面カバーとなるようにプレスするステップとを備えた、均一タイプの表面カバーを製造するための方法を開示するものである。
(もっと読む)
リング状摩擦材の製造方法
【課題】 弾性体であり非圧縮体のゴムやプラスチックを加圧媒体として用い、圧力を上下や円周方向に、擬等方向的にかけて円筒状金属内面に摩擦材料を固着させる。
【解決手段】 下記の工程を備えたリング状摩擦材の製造方法であり、金型(1)内に金属リング(4)をセットし、前記金属リング(4)の内側には加圧媒体(6)をセットし、前記金属リング(4)と前記加圧媒体(6)の隙間に熱硬化性樹脂を含む摩擦材原料(5)を充填し、前記金属リング(4)と前記摩擦材原料(5)を押さえリング(3)で押さえ、加圧パンチ(7)で前記加圧媒体(6)を加圧して、圧力を等方的に発生させることにより前記摩擦材原料(5)を圧縮成形して前記金属リング(4)に固着させて一体とし、一体とした前記摩擦材原料(5)及び前記金属リング(4)を加熱して前記熱硬化性樹脂を硬化させる。
(もっと読む)
1 - 9 / 9
[ Back to top ]