
Fターム[4F204AF07]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 表面の性状、外観に特徴ある成形品 (549) | シボ (8)
Fターム[4F204AF07]に分類される特許
1 - 8 / 8
車両用内装部材の成形方法
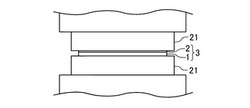
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で、熱可塑性樹脂が押し潰されて強化繊維との接触面積が増加するように加熱状態で圧縮することで、スタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼合部材3を製造する。その後ホットプレス機21を開き、加熱された貼合部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼合部材4を形成する。その後膨張貼合部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
成形品

【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
プリクトマー樹脂を用いたカレンダー加工シートの製造方法
【課題】樹脂組成物のカレンダー加工によるシートの製造の安定化が可能なシート製造方法を提供すること。
【解決手段】(A)塩化ビニル系モノマーと、(B)アクリル酸−n−ブチルからなる重合体を主鎖に有するマクロモノマーとを、(A)/(B)=85重量%/15重量%〜75重量%/25重量%の範囲で懸濁重合法により共重合して得られた樹脂を主成分とした樹脂組成物をカレンダー加工する。カレンダーロールを、最上流から順に、第1ロールC1、第2ロールC2、第3ロールC3、第4ロールC4とすると共に、カレンダーロールC1〜C4投入時の前記樹脂組成物の温度をRtとする。第1及び第2ロールC1,C2の表面温度を、Rtと同等又は同等以下に制御し、第3ロールC3の表面温度を、第1及び第2ロールC1、C2の両方の表面温度より低温となるように制御し、第4ロールC4の表面温度を、第3ロールC3の表面温度と同等又は同等以下に制御する。また、テイクオフロールTとガイドロールGの表面粗さを、Rz=0.5μm〜10μmとする。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法
【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
硬質ポリウレタンフォームパネルの製造方法
【課題】厚さの寸法精度が長期にわたって安定であり、裁断ロスの発生の少ない硬質ポリウレタンフォームパネルの製造方法を提供する。
【解決手段】下面材15をコンベアに供給する下面材供給工程、ポリオール組成物とポリイソシアネート成分とを混合した発泡原液組成物をミキサー21のノズルから下面材15上に供給する原液供給工程、発泡原液組成物上に上面材14を供給する上面材供給工程、上面材14を押さえるニップ工程、発泡原液組成物を加熱して発泡硬化させて連続硬質ポリウレタンフォーム10とする発泡工程、及び連続硬質ポリウレタンフォームを所定長さに裁断する裁断工程を有し、発泡工程は、スラットコンベア27にて上面と下面とを押圧しつつ加熱する工程である硬質ポリウレタンフォームパネル12の製造方法とする
(もっと読む)
熱硬化型FRPの製造方法
【課題】プリプレグ材にホットプレスを施してFRP製品を製造する際に製品の表面にシボ模様を同時に形成する技術を提供する。
【解決手段】プリプレグ材2は、横糸10と縦糸20を織った織物であって、熱硬化樹脂40が含浸されている。シボ模様を施す面に離型フィルム110,120の間に接着フィルム130を挟んだ離型フィルム積層体100を重ねてホットプレス加工を施す。接着フィルム130の軟化温度は、熱硬化樹脂40の硬化温度に近似する特性を有し、ホットプレス時に熱硬化樹脂40を硬質のFRP繊維の間に押し込み表面にシボ模様を形成する。
(もっと読む)
繊維補強樹脂成形品の連続成形方法及び装置
【課題】 表面層に柄材を良好に分散させた形態で含み、基材層が繊維材で強化されている樹脂成形品を生産性良く製造する連続成形技術を提供する。
【解決手段】 走行中の下部キャリアフィルム11の上に液状の熱硬化性樹脂17と補強用繊維材21とを供給し且つ補強用繊維材に熱硬化性樹脂を含浸させて樹脂含浸繊維層16を形成し、これと並行して走行中の上部キャリアフィルム25の上に柄材を混合した液状の熱硬化性樹脂29を供給して柄材含有樹脂層28を形成し、その柄材含有樹脂層28を半硬化させ、その後、下部キャリアフィルムの樹脂含浸繊維層16の上に、半硬化した柄材含有樹脂層28を重ね合わせて積層し、その積層体36を硬化させて一体化し、樹脂成形品1を製造する。
(もっと読む)
1 - 8 / 8
[ Back to top ]