
Fターム[4F204AL01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | ホッパー (102) | 成形装置、前処理装置に設けられたホッパ (11)
Fターム[4F204AL01]の下位に属するFターム
取付け、結合関係 (4)
Fターム[4F204AL01]に分類される特許
1 - 7 / 7
微小部品の粉末成形体成形方法
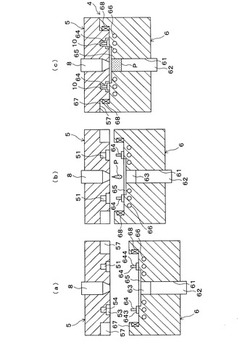
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
電子機器の樹脂注入方法及び装置

【課題】 電子機器を損傷させることなく、且つ電子機器の筐体内部に空洞や空気の泡などの残留物が存在しないように当該筐体内部に封止用の樹脂を注入する電子機器の樹脂注入方法及び装置を提供すること。
【解決手段】
内部に電子機器を密閉状態に収容する充填タンクと、前記充填タンク及び電子機器に接続されて減圧する真空ポンプと、前記充填タンクに取り付けられ当該充填タンク内の圧力を検出する圧力センサーと、前記充填タンク内に収容された電子機器に接続され、内部に充填用の樹脂を貯留する加圧タンクと、前記加圧タンクを加圧する空気圧縮機と、前記加圧タンクに設けられた排気バルブと、前記電子機器と加圧タンクとの間に設けられた注入バルブとを備えた電子機器の樹脂注入装置である。真空ポンプにより前記充填タンク及び電子機器を真空状態に減圧し、真空状態にある電子機器の内部に、加圧タンクにより高圧の樹脂を充填供給する。
(もっと読む)
樹脂供給機構
【課題】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂の厚みを均一の厚さで供給する。
【解決手段】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂110を供給する樹脂供給機構であって、鉛直方向に伸びるシュータ112と、該シュータ112内に位置し樹脂110を拡散するための拡散体と、を備え、該拡散体を、鉛直方向上方に頂部114Pが位置するように配置された円錐コイル状体114で構成する。
(もっと読む)
樹脂供給機構
【課題】樹脂を均一の厚さで供給する。
【解決手段】半導体チップ等が搭載された基板を樹脂300にて圧縮封止する樹脂封止装置への供給に先立って予め樹脂を所定の形状に成形するプレ成形装置に対して樹脂300を供給する樹脂供給機構であって、樹脂300が、鉛直方向に伸びるシュータ112を介して樹脂供給先へと供給されており、シュータ112内に、供給される樹脂300を拡散するための錐状の拡散機構114を備えて構成する。
(もっと読む)
圧縮成形加工における粉粒体材料の充填装置
【課題】圧縮成形加工における粉粒体材料を空気吸引力を利用して吸着移送する吸着盤において粉粒体材料が残留することなく、全て雌金型内に落下充填されるようにする。
【解決手段】摺り切り装置により摺り切られた粉粒体材料を空気吸引力を利用して吸着移送する吸着盤21の一部にバイブレータ40を設けた構成を備え、前記吸着盤21を金型の直上位置に移動して下向きに回動させ空気吸引を停止して粉粒体材料を金型内に落下させるときに前記バイブレータ40を作動させるようにしたものである。
(もっと読む)
物体成形の装置および方法
プラスチックの用量(50)を圧縮成形するための軌道(P3)に沿って可動である成形手段(17)、前記用量(50)を前記成形手段(17)に転送するための転送手段(27)、前記転送手段(27)を前記軌道(P3)の追加的部分(T2)とほぼ同化する部分(T2)を有する追加的軌道(P2)に沿って動かすための、前記転送手段(27)に関連するアーム手段(41、141、241、341)、から構成される装置。 (もっと読む)
重合体物品の圧縮成形ユニット及び方法
本ユニットは、順次作動しかつ一定の作動通路(P)に沿って駆動される、物品を成形する多数のプレス成形型(N)を備えた成形機と、作動通路(P)の側部に対して一定の位置に設けられ、各プレス成形型(N)に物品の少なくとも一つの構成部品(8)を供給する供給手段(20)とを有している。本発明によれば、各々それぞれのプレス成形型(N)と組合され、上記作動通路(P)に沿ってプレス成形型(N)と共に動く多数の装填手段(30)が設けられ、上記装填手段(30)は一度に一つの構成部品(8)を供給手段(20)からプレス成形型(N)へ移送するようにそれぞれのプレス成形型(N)に対して可動である。各装填手段(30)は、供給手段(20)から構成部品(8)を受取る把持ヘッド(31)と、供給手段(20)から構成部品(8)を受取る第1位置(E1)とこの構成部品(8)をプレス成形型(N)へ解放する第2位置(E2)との間でそれぞれのプレス成形型(N)に対して把持ヘッド(31)を動かす手段とを備えている。 (もっと読む)
1 - 7 / 7
[ Back to top ]