
Fターム[4F205AA01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 多糖類系(セルロース、でん粉、シクロデキストリンアスファルト) (628)
Fターム[4F205AA01]に分類される特許
201 - 220 / 628
流延装置、溶液製膜設備及び溶液製膜方法
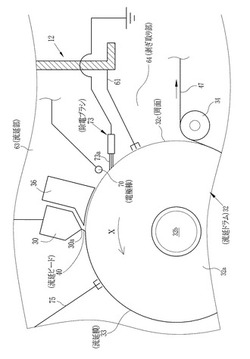
【課題】流延工程においてエア巻き込みの発生を抑える。
【解決手段】ドラム本体32aの回転により周面32cがX方向へ走行する。流延ダイ30がドープ21を周面32cへ吐出する。ドープ21は、流出口30aから周面32cにかけて流延ビード40を形成した後、周面32cに流延膜33を形成する。剥ぎ取りローラ34は、流延膜33を周面32cより剥ぎ取り、湿潤フィルム47としてテンタに送る。流延膜33が剥ぎ取られた後の周面32cは、除電ブラシ73によって除電される。除電後、周面32cは、電極棒70により再び帯電する。流延ダイ30は、帯電した周面32cに新たなドープ21を吐出する。
(もっと読む)
溶液製膜方法

【課題】フィルムを剥ぎ取った後に、フィルムの両側部の耳きりする部分を減らす、あるいはフィルムの両側部を耳きりする必要をなくす。
【解決手段】走行する無端の流延バンド22の上にポリマ溶液を流延して流延膜31を形成する。流延膜31に加熱された空気を吹き付けて溶剤の一部を蒸発させる。流延バンド22から流延膜31を剥ぎ取り湿潤フィルムを得る。流延膜31の側縁が流延バンド22の側縁から流延バンド22の幅方向に3mm以上100mm未満の範囲にあるようにポリマ溶液を流延する。流延バンド22の非流延部71の熱エネルギーが蓄積されることを防ぐ。流延膜の両側縁部が発泡することを防ぐ。
(もっと読む)
流延装置、溶液製膜設備及び溶液製膜方法
【課題】厚みムラの発生を抑えつつ、フィルムを製造する。
【解決手段】流延ダイ30からドープを流延ドラムの周面に向けて吐出し、流延ダイ30の流出口30aから周面にかけて流延ビード40を形成する。吸引装置の吸引により中空部60aを減圧し、流延ビード40の背面側を減圧する。減圧チャンバ36の中空部60a内には、X方向に1対の耳サイドシール板71を設け、1対の耳サイドシール71を両端部40aのX方向上流側に位置させて設ける。1対の耳サイドシール板71により、中空部60aを両端チャンバ部74、中央チャンバ部75の3区画に分ける。両端チャンバ部74の流延ダイ30の近傍に前方遮風部材90を設ける。前方遮風部材90により、流延ビード40の両端部40aの外側からの流入風400を遮断し、流延ビードの振動を抑え、製品としてのフィルムの厚みムラの発生を抑える。
(もっと読む)
流延装置、溶液製膜設備及び溶液製膜方法
【課題】流延工程においてエア巻き込みの発生を抑える。
【解決手段】ドラム本体32aの回転により周面32cがX方向へ走行する。流延ダイ30がドープ21を周面32cへ吐出する。ドープ21は、流出口30aから周面32cにかけて流延ビード40を形成した後、周面32cに流延膜33を形成する。剥ぎ取りローラ34は、流延膜33を周面32cより剥ぎ取り、湿潤フィルム47としてテンタに送る。流延膜33が剥ぎ取られた後の周面32cは、スポンジローラ76と当接する。周面32cに生成した液滴はスポンジローラ76に吸収される。乾燥風チャンバ75は、乾燥風を周面32cに当て、周面32cに残留する液滴を気化させつつ、周面32cにおける液滴の生成を抑える。
(もっと読む)
流延装置、溶液製膜設備及び溶液製膜方法
【課題】減圧チャンバの内部の圧力変動を抑える。
【解決手段】流延ダイから吐出されたドープは、流延ビードを形成した後、X方向に走行する周面に流延膜を形成する。吸引により、減圧チャンバは、流延ビードのX方向の上流側を減圧する。減圧チャンバは、1対のサイドラビリンス板76及び幅ラビリンス板77を有する。1対のサイドラビリンス板76はX方向に設けられる。幅ラビリンス板77は、1対のサイドラビリンス板76に掛け渡され、Y方向に設けられる。サイドラビリンス板76には、X方向に伸びるラビリンス溝96が設けられる。ラビリンス溝96のX方向の両端部には、ラビリンス溝96を塞ぐように遮風部材98が設けられる。幅ラビリンス板77には、Y方向に伸びるラビリンス溝97が設けられる。幅ラビリンス板77のY方向の両端部は、ラビリンス溝96を塞ぐように1対のサイドラビリンス板76と当接する。
(もっと読む)
溶液製膜設備及び方法
【課題】カワバリの発生を抑えて、異物故障の発生が少ないフイルムを製造する。
【解決手段】ドープ貯留装置21はドープ貯留タンク45と溶媒ガス供給部46とを備える。溶媒ガス供給部46は、溶液64を蒸発させて、溶媒ガス64aを生成する。ドープ38がドープ貯留タンク45から流延ダイに供給されると、溶媒ガス64aがドープ貯留タンク45内に供給される。このとき、溶媒ガス64aの供給速度はドープ38の供給速度以上とされる。
(もっと読む)
流延装置、溶液製膜方法及び溶液製膜設備
【課題】減圧チャンバの内部の圧力変動を抑える。
【解決手段】流延ドラム32は軸を中心に回転する。周面32aはX方向へ走行する。流延ダイはドープを周面32aに吐出する。流延ダイの流出口から周面32aにかけて流延ビードが形成される。減圧チャンバは、流延ビードの背面側を減圧する。周面32aの近傍には、流延ビードに向かって流れる流入風400が発生する。減圧チャンバと周面32aとの隙間に幅ラビリンス板77を設ける。幅ラビリンス板77には、流延ビードの幅方向に長く伸びるラビリンス溝87が設けられる。ラビリンス溝87を構成する先端86cは、ラビリンス溝87の長手方向に直交する断面が鋭角になるように形成される。
(もっと読む)
セルロースエステルフィルム及びその製造方法、並びに偏光板用保護フィルム
【課題】薄膜としてもガラス基盤から偏光板を剥がす際に破れにくいセルロースエステルフィルム、耐湿熱性、透明性、光学的等方性に優れ、かつガラス基盤から偏光板を剥がす際に破れにくいセルロースエステルフィルム及び偏光板用保護フィルムを提供する。
【解決手段】アシル基の置換度が2.6〜3.0のセルロースエステルと、ポリエステルエーテル又はポリエステルと、実質的に塩素系溶媒を含まない有機溶媒との混合物をドープとし、得られた該ドープを支持体上にフィルム状に流延し、該支持体に流延した生乾きのフィルムを剥離し乾燥して、膜厚が20〜60μmで、膜厚を40μmの厚さに換算した場合、フィルムの直角形引裂法による引裂強度が3.5N〜7.0Nである単層のフィルムを製造することを特徴とするセルロースエステルフィルムの製造方法、セルロースエステルフィルム及び偏光板用保護フィルム。
(もっと読む)
光学フィルム
【課題】 溶液流延製膜法において、フィルム表面を柔らかくすることで、フィルムの両端部に、高速でもホットエンボスで、必要な高さのエンボスを確保し、フィルムの巻き性を安定させる。ヒゲ状故障が無くかつフィルムの巻き性を確保する。高速製膜が可能で、生産性が向上する光学フィルムを提供する。
【解決手段】 溶液流延製膜法により金属支持体から剥離したウェブ(流延膜)を幅手方向に延伸し、乾燥後にロール状に巻き取る光学フィルムについて、フィルム最表面のビッカース硬度(HV1)と、フィルム膜厚の10%まで押し込んだときのビッカース硬度(HV2)との比:HV2/HV1を、1.0〜1.5とする。上記ウェブの延伸率が20〜60%であり、ロール状の巻きフィルムの下記式で定義される実効ナールが、2.5〜7.0μmであることが好ましい。
実効ナール=(エンボス部ロール断面積−コア断面積)/巻き長さ−平均膜厚
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 液晶表示装置の偏光板用保護フィルム等に用いられる光学フィルムについて、フィルムの広幅化で劣化する巻き性劣化(貼り付き)を、フィルムの幅手方向中央部の摩擦係数を低下させることで改善する。ヘイズの上昇が抑えられて、透明性の高いかつ光学特性が安定した光学フィルムを得る。フィルムの元巻経時でも、巻き品質の劣化がなく安定であり、フィルムの薄膜化、高品質化の要求に応える。液晶ディスプレイの薄型軽量化、高精細化、高画質化を果たす。
【解決手段】 光学フィルムの表面にフィルム摩擦係数低下剤が存在し、フィルム幅手中央部の摩擦係数が0.30〜0.80、フィルム幅手端部の摩擦係数が0.303〜1.20であり、フィルム幅手中央部の摩擦係数が、フィルム幅手端部の摩擦係数よりも小さく、下記式が成立する。
フィルム摩擦係数比:端部摩擦係数/中央部摩擦係数=1.01〜1.50
(もっと読む)
溶液製膜方法及び設備
【課題】助剤濾過方式において、使用済みのプレコート液を用いてプレコートを形成し、濾過寿命を延ばす。
【解決手段】原料ドープ41に濾過助剤溶液56を分散させて、第1濾過器47または第2濾過器48で濾過する。濾過器47内で濾材支持体60の上に濾過助剤を堆積させ、この濾材支持体60及び堆積層からなる濾材63を用いて原料ドープ41を濾過する。濾過圧力が高くなったところで、複数の濾過器47,48を切り替えて、使用済みの濾過器に洗浄液を流し、洗浄する。洗浄後に、プレコート液61を循環させて、濾過助剤を濾材支持体60上に堆積させてプレコート62aを形成する。使用済みのプレコート液は清澄度が高く、これを利用して次のプレコート62aを形成することにより、濾材63中への不純物の堆積が少なくなり、濾過寿命を延ばすことができる。
(もっと読む)
流延装置、溶液製膜設備及び溶液製膜方法
【課題】裏面層と表面層との膜厚差を抑えつつ、フィルムを製造する。
【解決手段】ピン96bは、周面にドープ39bを通す第1溝部を有する。ピン96cは周面にドープ39cを通す第1溝部を、この第1溝部の底部上、幅方向中央部には、ドープ39cを通す第2溝部を有する。駆動部98b、98cにより、ピン96b、96cの向きを調節し、ドープ39b、39cの流量を調節する。内壁面127cを方向B1に沿うように、内壁面127bを方向B1と交差するように設ける。ドープ39aが合流部95へ流れる。ドープ39bが、ピン96bの第1溝部を介して合流部95へ流れる。ドープ39cが、ピン96cの第1及び第2溝部を介して合流部95へ流れる。合流部95では、各ドープ39a〜39cが方向Yに層を成す積層ドープ61が生成する。積層ドープ61は、第2縮流スロット部127を経て、吐出口115から吐出される。
(もっと読む)
熱可塑性樹脂フィルム、及びこれを用いたハードコートフィルム
【課題】 溶液流延製膜法により製造された熱可塑性樹脂フィルムの表面エネルギーを下げることで、フィルム表面にハードコート層を塗布する場合に、硬化阻害を防止し、付着性や密着性を改良することができ、またテンター以降のフィルム処理においてフィルムに押され故障が発生することなく、切粉などの皮膜断片の付着をも回避することができる、光学フィルムとして高品質の熱可塑性樹脂フィルム、及びこれを用いたハードコートフィルムを提供する。
【解決手段】 熱可塑性樹脂フィルムは、溶液流延製膜法により金属支持体から剥離したウェブを、幅手方向に延伸率20〜60%で延伸し、延伸後に乾燥したフィルムを巻き取ることよって製造され、かつフィルムの表面自由エネルギーが、20〜45dyne/cmである。ハードコートフィルムは、この熱可塑性樹脂フィルムの表面に、ハードコート層を設けているものである。
(もっと読む)
流延装置、溶液製膜設備及び溶液製膜方法
【課題】剥げ残りを防止しつつ積層フィルムを製造する。
【解決手段】フィードブロックは、第1ドープが通過する第1流路と、第1ドープよりも低い粘度の第2ドープが通過する第2流路と、各流路と吐出口とを連通するスロットと、スロットに設けられた合流部とを備える。合流部では、各ドープから各ドープが層を成す積層ドープが生成される。円柱状のピン96cは、合流部における第2流路の出口を塞ぐ。ピン96cは、積層方向と直交する拡幅方向と軸とが沿うように配される。ピン96cの側面には、合流部と副流路とを連通する切欠部100が、周方向に伸びるように設けられる。切欠部100は、方向Xの幅W1がスロットの拡幅方向の流路幅よりも狭くなるように、方向Xの両端部における径方向の深さは、方向Xの中央部よりも浅くなるように設けられる。
(もっと読む)
流延ダイ、溶液製膜設備及び溶液製膜方法
【課題】厚さムラ故障を回避しつつ、効率よくフィルムを製造する。
【解決手段】流延ダイ52は、積層ドープが供給される流入口と、積層ドープを吐出する吐出口105と、流入口及び吐出口105を連通する第2スロット106cとを有する。吐出口105近傍の第2スロット部106cには、幅W1の出口スロット部121が設けられる。出口スロット部121の上流側のスロット106には、幅W1よりも広い幅W2の広スロット部122が設けられる。出口スロット部121と広スロット部122との間の上流側のスロット106には、拡開スロット部123が設けられる。拡開スロット部123は、出口スロット部121から広スロット部122に向かうに従い、幅W1から幅W2へと次第に広くなる。拡開スロット部123を構成する第1内壁面123bは、140°以上170°以下の角度θ1で、第1内壁面121bと交差する。
(もっと読む)
溶液製膜方法
【課題】光学特性にすぐれたフイルムを製造する。
【解決手段】流延ドラム32の上にドープ21を流延して流延膜33を形成する。流延膜33を周面32aから剥ぎ取って湿潤フイルム38を得る。湿潤フイルム38は、渡り部41を介して、フイルム20としてピンテンタ13へ案内される。ピンテンタ13は、搬送方向MDの上流側から第1〜第3ゾーン61〜63に区画される。第1ゾーン61では、ピンテンタ13の保持により幅を略一定に保ちながらフイルム20を搬送する。第2ゾーン62では、幅方向TDに延伸しながらフイルム20を搬送する。第3ゾーン63では、ピンテンタ13の保持を解除し、フイルム20を搬送する。第1〜第3ゾーン61〜63では、それぞれフイルム20の乾燥処理が行われる。第2ゾーン62における、フイルム20の残留溶媒量の変化量ΔZY2を、4重量%以下にする。
(もっと読む)
セルロースエステルフィルムの製造システム
【課題】 セルロースエステルフィルムを生産するにあたり、光学値の変動が小さく、調整が可能な範囲となって、適正な光学値を備えたセルロースエステルフィルムが長期にわたって生産可能である、フィルム製造システムを提供する。
【解決手段】 使用前の多数のセルロースエステル材料ロットについて、セルロースエステルの粘度指標と同アシル基の置換度を、それぞれ2〜5のランクに分けて、粘度指標の数値成分とアシル基の置換度の数値成分のうちの一方を「行」とし、同他方を「列」として正方行列のマトリックスとして表示する。材料ロットの切替えの際、切替え前の材料ロットに対し、切替え後の材料ロットとして、上記マトリックス表示において、相互に隣り合う成分に属する材料ロットを連続して使用するように管理する。材料ロット切替え後の生産フィルムの光学特性値および膜厚の変動率が、平均値から±3%以内となるように品質管理を行なう。
(もっと読む)
製膜方法
【課題】ポリマーフィルムの傷やしわ等を防止する。
【解決手段】溶液製膜設備は、搬送手段として駆動ローラ48を備える。駆動ローラ48は、溶媒を含む状態でバンドから剥がされたポリマーフィルム12を搬送する。駆動ローラ48は、周方向に沿って形成された、断面略半円形状の谷部60および山部61を有する。谷部60および山部61は、軸方向に交互に並んでおり、そのピッチPv、Pmは0.01mm以上2mm以下、谷部60の底点60aから山部61の頂点61aまでの高さHv−mは0.01mm以上1mm以下となっている。谷部60および山部61の曲率半径Rv、Rmは、0.1mm以上0.5mm以下となっている。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 光学フィルムの製造方法で、溶融流延製膜法では、冷却ロールからのフィルムの離型性(剥離性)を向上する。流延ダイのリップ部からの昇華物含有ガスを除去して、フィルム上への昇華物の付着を防止し、透明性、平面性に優れた光学フィルムを得る。溶液流延製膜法では、支持体のウェブの剥離性不良領域を解消する。生産条件の制約を減らし、生産条件の選択範囲を広げる。全剥離残溶域で滑らかな剥離性を得、剥離位置の幅手方向の変動を減少する。フィルムの生産性を向上し、偏光板用保護フィルム等の薄膜化、広幅化、及び高品質化の要求に応える。
【解決手段】 溶融流延製膜法または溶液流延製膜法による光学フィルムの製造方法は、流延ダイより流延された流延膜(ウェブ)の表面に、常圧プラズマ装置、エキシマUV装置、またはレーザー照射装置により高エネルギー表面処理を施して、流延膜の表面に易剥離性の処理層を形成する。
(もっと読む)
溶液製膜方法
【課題】フィルムの擦り傷や引きつれしわ、面写りを防止する。
【解決手段】溶液製膜設備10は、複数の案内ローラ48を搬送路に備える。案内ローラ48は、バンド32から剥ぎ取られた湿潤フィルム12を搬送する。案内ローラ48は、周方向に沿って形成された、断面略半円形状の谷部60および山部61を有する。谷部60および山部61は、軸方向に交互に並んでおり、そのピッチPv、Pmは0.01mm以上2mm以下、谷部60の底点60aから山部61の頂点61aまでの高さHv−mは0.01mm以上1mm以下となっている。谷部60および山部61の曲率半径Rv、Rmは、0.1mm以上0.5mm以下となっている。
(もっと読む)
201 - 220 / 628
[ Back to top ]