
Fターム[4F206AA46]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433) | 共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA46]の下位に属するFターム
St−Bd系ゴム(←SBR) (6)
Fターム[4F206AA46]に分類される特許
1 - 10 / 10
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
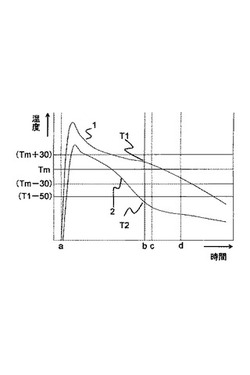
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】機械的特性、耐熱性、耐衝撃性、滞留熱安定性についてバランス良く優れた熱可塑性樹脂組成物を与える製造方法を提供する。
【解決手段】芳香族ポリカ−ボネ−ト樹脂(A1)50〜100質量%と芳香族ポリカーボネート樹脂以外の熱可塑性樹脂(A2)50〜0質量%(合計100質量%)よりなる樹脂成分(A)40〜99質量部、タルク(B1)99.95〜5質量%と一般式O=P(OR)n(OH)3−n(n=1又は2である)の有機リン酸エステル化合物(B2)0.05〜5質量%(合計100質量%)との混合物の造粒物で、嵩密度が0.4〜1.5g/mlの顆粒状有機リン酸エステル化合物含有タルク(B)1〜60質量部((A)と(B)との合計100質量部)、及びゴム性重合体(C)0.5〜30質量部の混合物を溶融混練する。
(もっと読む)
電子回路内蔵樹脂筐体
【課題】プリント配線板と筐体樹脂が一体化した電子回路内蔵樹脂筐体において、プリント配線板と筐体樹脂とが高い密着性を有する回路樹脂内蔵樹脂筐体を提供する。
【解決手段】電子回路内蔵樹脂筐体は、グラフト共重合体(A)の成形物の片面または両面に電子回路を形成させたプリント配線板上に、熱可塑性樹脂層が融着形成されたものである。上記グラフト共重合体(A)は、α−オレフィン系単量体または共役ジエン系単量体に基づく構成単位からなるランダムまたはブロック共重合体60〜85質量部に、芳香族系ビニル単量体15〜40質量部をグラフト重合して得られる共重合体であって、芳香族系ビニル単量体全体のうち、多官能性の芳香族系ビニル単量体が5〜35質量%に設定されている。前記熱可塑性樹脂層は、インサート成形法によって、プリント配線板上に融着されている。
(もっと読む)
発泡成形品の成形方法及び発泡成形品
【課題】加工性に優れた熱可塑性エラストマー組成物を発泡成形する発泡成形品の成形方法を提供する。
【解決手段】本発明の発泡成形品の成形方法は、エチレン系共重合体100質量部に対して、第一の鉱物油系軟化材を50〜150質量含む油展エチレン系共重合体(A)と、結晶性ポリエチレン系樹脂(B)と、水添ブロック共重合体(C)と、炭素数3以上のα−オレフィン系樹脂(D)と、を含有し、210℃、引き取り速度2m/分における溶融張力が3.0gf未満の熱可塑性エラストマー組成物を、化学発泡剤、気体、及び超臨界流体からなる群より選択される少なくとも一種により発泡成形する工程を備え、油展エチレン系共重合体(A)のエチレン系共重合体として、デカリン溶媒中135℃で測定した極限粘度[η]が、5.5〜9.0dl/gであり、且つ重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)の値が、3以下であるものを用いる。
(もっと読む)
自動車部品
【課題】耐熱性、機械特性、耐環境特性に優れたバイオマス資源を原料として使用されたポリカーボネート樹脂からなる自動車部品を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位からなり、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)を、シリンダー温度220〜270℃の範囲で射出成形して得られる自動車部品。
【化1】 (もっと読む)
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】本発明の目的は、薄肉射出充填が可能で高発泡倍率であるがために軽量性に優れ、剛性および耐衝撃性のバランスが良好であり、安価に得られる製造方法を提供する。
【解決手段】メルトフローレートが10g/10分以上50g/10分未満、メルトテンションが2cN以上、かつ歪硬化性を示す改質ポリプロピレン系樹脂、および、エチレン−プロピレン共重合体を含んでなりポリプロピレン系樹脂をマトリックスとする、メルトフローレートが0.2g/10分以上30g/10分以下、曲げ弾性率が10MPa以上500MPa以下であるオレフィン系熱可塑性エラストマー、および発泡剤を射出成形機へ供給し、次いで金型内に射出して発泡成形して得られることを特徴とする射出発泡成形体であって、該射出発泡成形体中におけるオレフィン系熱可塑性エラストマーの分散粒子径が、0.1μm以上2μm以下である射出発泡成形体。
(もっと読む)
射出成形用熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品

【課題】 射出成形により、艶消し性がよく、低光沢性に優れる成形品を、低コストで与える熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品を提供する。
【解決手段】 少なくとも(A)熱可塑性樹脂55〜83重量%、(B)オレフィン系ゴム7〜20重量%、および(C)無機充填剤10〜25重量%を含む射出成形用熱可塑性樹脂組成物であって、該(B)オレフィン系ゴム成分の重量平均分子量(Mw)が1.4×105〜1.9×105であることを特徴とする射出成形用熱可塑性樹脂組成物。
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】 ポリプロピレン系樹脂組成物の特徴を損なうことなく、樹脂組成物中の揮発性有機化合物を低減し、かつ高発泡倍率であるがために軽量性、剛性に優れる発泡成形体を提供する。
【解決手段】 メルトフローレートが0.1g/10分以上50g/10分未満、メルトテンションが2cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂からなるポリプロピレン系樹脂射出発泡成形体であって、該ポリプロピレン系樹脂射出発泡成形体から発生する揮発性有機化合物のうち、トルエン・キシレン・エチルベンゼンの総放散濃度が700μg/m3以下であることを特徴とするポリプロピレン系樹脂射出発泡成形体。
(もっと読む)
複合部材の製造方法及びかかる複合部材
【課題】高級ポリアミドを基礎とする成形材料からなる成分を含有する複合部材を、接着助剤を共用せずに、かつ前記の欠点を回避しつつ簡単に、製造過程にできる限り殆ど影響を及ぼす必要なく製造する。
【解決手段】以下の部品:
a)完全に又は部分的に、少なくとも40質量%まで、モノマー単位が平均して少なくとも8個のC原子を有するポリアミドを含有する成形材料からなる部材、並びに
b)他の成形材料からなる部材
を含有する複合部材の製造方法において、部品a)とb)の少なくとも一方を複合物の製造前に接触面にオープンエアープラズマで処理し、次いでもう一方の部品を一体成形する方法によって解決される。
(もっと読む)
1 - 10 / 10
[ Back to top ]