
Fターム[4F206JM12]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 操作工程の切り換え (106) | 可塑化、計量から射出への切り換え (23)
Fターム[4F206JM12]に分類される特許
1 - 20 / 23
射出装置、射出成形機、及び、射出制御方法
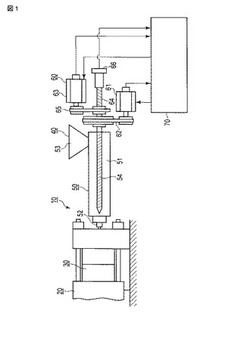
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
発泡性プラスチック成形体の製造方法、発泡性プラスチック成形体、及び射出成形機

【課題】発泡剤が添加されている樹脂原料を使用した発泡性プラスチック成形体の製造方法、該発泡性プラスチック、並びに該製造方法に使用する射出成形機を提供する。
【解決手段】化学発泡剤が添加されている樹脂原料を射出成形機1の原料供給部21からシリンダ2内へ供給し、この際該樹脂原料は溶融しつつスクリュ3に設けられている中央部逆流防止弁5及び先端部逆流防止弁6を前方に押し開いてシリンダ2の先端側へ移動し、該溶融混練された樹脂原料の所定量を該先端部逆流防止弁6と該シリンダ2のノズル22との間に充填した後、該スクリュ3の回転作動を終了し、さらに該先端部逆流防止弁6及び該中央部逆流防止弁5を閉状態に維持したまま該ノズル22と該先端部逆流防止弁6との間で該樹脂原料を貯留する計量待機工程と、該計量待機工程に続いて、該先端部逆流防止弁6と該ノズル22との間に貯留した樹脂原料を金型10Aのキャビティ14に射出する射出工程と、を実行するようにした。
(もっと読む)
射出成形機の成形方法
【課題】 比較的低い温度で溶融しやすい特定の成形材料を成形する場合でも、計量工程においてスクリュが空回りして計量不能になる不具合を解消し、また、実施の容易化及びコストダウンを図るとともに、汎用性及び安定性(信頼性)を高める。
【解決手段】 加熱筒2内に供給された樹脂ペレットによる成形材料をスクリュ3の回転により可塑化計量する計量工程S1cと、可塑化計量した加熱筒2内の溶融樹脂を金型4に射出充填する射出工程S3cとを有する成形方法であって、特定の成形材料Pe…により成形を行うに際し、射出工程S3cと計量工程S1c間で、スクリュ3を、計量時の回転方向に対して反対方向に、所定の角度Rrだけ回転させることにより加熱筒2内の成形材料Pe…に対して計量工程S1cの反対の挙動を付与する分塊工程S10c(S10ce)を行う。
(もっと読む)
射出成形機のモード切換方法
【課題】 計量工程のモード切換を行う場合でも的確な設定変更による円滑な切換を可能にするとともに、成形条件の見直しの時間を解消又は短縮して生産効率を高める。
【解決手段】 モード切換が行われたなら、第一計量モードM1による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、スクリュ2が射出工程中における条件切換位置Xc…に達したなら当該条件切換位置Xc…における積分値を基準積分値Ds…として記憶する条件学習処理を行い、この後、第二計量モードM2による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、得られる積分値Ddが記憶した各基準積分値Ds…に達したなら基準積分値Ds…に達した位置を新たな条件切換位置Xc…に変更する条件適用処理を行う。
(もっと読む)
移動体の速度制御方法とその方法を用いる速度制御装置および射出成形機用制御装置
【課題】プランジャなどの移動体の速度制御方法とその方法を用いる速度制御装置および射出成形機用制御装置において、簡単な構成により、移動体を効率的に減速させ、目的位置に位置精度良く停止させるように速度制御可能とする。
【解決手段】速度制御装置の位置偏差取得部11は、エンコーダ22の出力xeに基づいて現在位置xを取得し、目的位置x0までの位置偏差d=x0−xを取得する。位置偏差dは、変換速度生成部13に入力され、位置偏差dが小さくなるに連れて減速する変換速度v2が生成される。速度指令値出力部14から速度v1,v2の絶対値の小さい方の速度が速度指令値vrとして出力される。目的位置x0の近傍で変換速度v2が優勢となる。制御部10は、速度指令値vrと移動速度vとの偏差を解消する操作量wを出力し、駆動部21が動作して移動体20の速度が制御され、目的位置x0に停止される。
(もっと読む)
発泡成形品の製造方法
【課題】セル形態を制御しやすい発泡成形品の製造方法を提供することを目的としている。
【解決手段】発泡性樹脂組成物を射出機によってキャビティ内に射出充填したのち、金型の移動型をコアバックして金型内で発泡させる発泡成形品の製造方法において、射出成形機の樹脂計量完了から射出開始までの計量された発泡性樹脂組成物のシリンダー内での滞留時間を調整することによって、得られる発泡成形品の発泡セルの大きさを制御することを特徴としている。
(もっと読む)
射出成形機におけるノズルの温度制御方法
【課題】射出成形機において、シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行えるようにする。
【解決手段】一対の金型の型締めを行う型締め機構部におけるノズルの周囲の位置に配置された、ノズルを加熱する加熱部を有する加熱部材を備える射出成形機におけるノズルの温度制御方法であって、型締め機構部による一対の金型の型締め動作中に、ノズルが一定の温度よりも高い温度となるようにノズルを予備加熱する予備加熱工程を備える。
(もっと読む)
射出成形機のスクリュ駆動方法及び装置
【課題】 油圧式の駆動部であってもスクリュにおける逆流防止バルブを的確に閉鎖できるようにして、樹脂圧のバラツキ、更には計量した樹脂量のショット毎の変動を低減し、高い計量精度を確保する。
【解決手段】 先端部に逆流防止バルブ3を設けたスクリュ2を駆動するに際し、油圧駆動部4によりオイルモータ5を駆動してスクリュ2を正回転させる計量主処理工程Saと、この計量主処理工程Saの終了後、油圧駆動部4によりオイルモータ5を駆動してスクリュ2を所定の回転角Q1,Q2だけ逆回転させる逆回転処理(S3,S7)及び油圧駆動部4により射出シリンダ6を駆動してスクリュ2を所定の加圧時間T1,T2だけ前進方向に加圧する加圧処理(S5,S9)を少なくとも一回以上行う計量後処理工程Sbを有する。
(もっと読む)
異常検出装置を備えたプリプラ式射出成形機
【課題】樹脂流路に設けられた閉鎖手段の磨耗状態を検知し、閉鎖手段に閉鎖異常があるか否かを判別することが可能なプリプラ式射出成形機を提供すること。
【解決手段】可塑化用スクリュ6と射出プランジャ1と可塑化用スクリュ6が受ける回転力を検出する回転力検出手段と、可塑化用スクリュ6を備える可塑化部分からの樹脂流路4を閉鎖する逆流防止弁5とを備えるプリプラ式射出成形機100において、射出プランジャ1を前進させる際に、回転力検出手段からの回転力に基づいて樹脂流路4の逆流防止弁の異常を判別する閉鎖異常判別手段を備えることを特徴とするプリプラ式射出成形機である。
(もっと読む)
発泡成形体の製造方法
【課題】装置や金型の改造を行うことなく、ゲート付近のシルバーストリークの発生が少なく外観が良好な発泡成形体を製造することが可能な発泡成形体の製造方法を提供する。
【解決手段】発泡剤と、熱可塑性樹脂と、を射出機1バレル内でスクリュ110の回転により混練して可塑化し熱可塑性樹脂組成物を製造する可塑化工程と、熱可塑性樹脂組成物にかかる圧力を低下させる減圧工程と、熱可塑性樹脂組成物を、一対の金型間に形成される金型キャビティに供給する供給工程と、金型キャビティに供給された熱可塑性樹脂組成物を発泡させる発泡工程と、を有する。
(もっと読む)
射出成形機及び逆流防止弁閉鎖判別方法
【課題】格別な部品を追加することなく、計量ストロークの大小に関わりなく、より正確に逆流防止弁の閉鎖時点を検出する。
【解決手段】スクリュー前進時において、スクリューにかかる回転力と樹脂圧力を検出し、この2つの相関係数を求める。逆流防止弁が開いているときは、逆流する樹脂により樹脂圧力に比例し、スクリュー回転力も増加する。この場合、スクリュー回転力と樹脂圧力の相関係数は基準値より大きい。逆流防止弁が閉鎖すると樹脂圧力がスクリューのフライトにかからなくなることから、スクリュー回転力は低下し、相関係数は基準値より小さくなる。この基準値より相関係数が小さくなることにより逆流防止弁の閉鎖を判別することができる。相関係数の値によって逆流防止弁の閉鎖を判別するから、スクリュー前進開始時から閉鎖している場合も、スクリュー前進が完了しても閉鎖しない場合も検出できる。
(もっと読む)
射出成形機
【課題】連続成形運転中にドルーリングが発生しているか否かや、あるいは、連続成形運転中にドルーリング発生の虞がある状況に遷移しつつあることを、モニタ項目数値一覧画像の数値データの表示によって、一目で定量的に把握できるようにすること。
【解決手段】各成形サイクル毎の複数のモニタ項目の実測データを、成形サイクル順に数値で一覧表示するモニタ項目表示モードの画像に、サックバック工程の終了後から射出工程の開始までの間の所定タイミングにおけるスクリュ前端側の溶融樹脂の実測圧力データを数値表示可能とする。
(もっと読む)
射出装置及び射出装置の運転方法
【課題】容易かつ効果的に溶融材料の脱気を簡易な構成で実施可能とする射出装置とその運転方法を提供する。
【解決手段】後端部から供給された成形材料27をスクリュ4と協働して可塑化し溶融材料28となす加熱筒3と、加熱筒3の内孔29に回転往復動可能に嵌挿されたスクリュ4と、スクリュ4を回転駆動して成形材料27を可塑化するとともに可塑化が終了した直後スクリュ4を可塑化の回転方向とは反対の方向に所定回転角だけ回転させて溶融材料28を減圧させる回転手段16と、スクリュ4を前後進させるとともに溶融材料28の減圧時にスクリュ4を移動しないように保持する前後進手段9と、溶融材料28の減圧時に発生する排気体を排出する排気手段21とを備える射出装置1とする。
(もっと読む)
射出成形機の制御方法
【課題】高速成形が可能であり且つ複数の変動要素を考慮することができる射出成形方法を提供することを課題とする。
【解決手段】制御装置20には、射出成形機10が実施する試し成形での計量モニタ値及び射出モニタ値を取り入れて予測関数を発生させるニューラルネットワーク21と、このニューラルネットワーク21で発生した予測関数を取り入れると共に射出成形機10で実施する量産成形での計量モニタ値を取り入れて予測関数に入れて第1の値を演算する第1演算部22と、第1演算部22で演算した第1の値を取り入れて加工して射出条件に相当する第2の値を演算する第2演算部23とが含まれる。
【効果】量産成形のために予測する射出条件は、射出工程の前に決定される。射出工程では演算を行う必要が無いので、高速射出が可能となる。
(もっと読む)
射出成形機の射出制御方法およびその装置
【課題】 重量バラツキの小さい安定した成形品が得られ、残量バラツキが小さく正確な不良判別が行える射出成形機の射出制御方法等を得る。
【解決手段】 可塑化計量工程と射出工程とを含む射出制御方法において、計量完了位置に達するとスクリュ3の回転を停止し、射出サーボモータ8を駆動してスクリュ3を前進させることで背圧P1よりも高い圧力P2を作用させて逆流防止リング機構2を閉鎖し、その後圧力P2を作用させたまま回転サーボモータ4を駆動してスクリュ3を一定量逆転させてスクリュ3内の圧力p1を0または限りなく0に近いp2まで除圧し、その後射出サーボモータ8を駆動して加熱シリンダ1の前方に溜められた溶融樹脂の圧力をP2から逆流防止リング機構2の閉鎖が解除されない圧力であって、限りなく0に近い圧力P3まで低下し、圧力P3に下げた時のスクリュ3の位置を保持し、射出工程開始までその位置を保持する。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法
【課題】シルバーストリークと呼ばれる外観不良が改良され、かつ発泡状態が均一な熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】以下の工程を含む熱可塑性樹脂発泡成形体の製造方法。
(1)一対の金型を型閉めして形成される金型キャビティ内の圧力を、0.04MPa以下にする工程
(2)圧力が0.04MPa以下の前記金型キャビティ内に、前記発泡剤を含有させた溶融状熱可塑性樹脂を、式(1)で表される充填率Rが80%以上となるように供給し、該金型キャビティ内を前記発泡剤を含有させた溶融状熱可塑性樹脂により充填する工程
R=(W1/W2)×100 式(1)
(3)所望の熱可塑性樹脂発泡成形体形状となるまで金型キャビティ容積を増加させる工程
(4)金型を開き、熱可塑性樹脂発泡成形体を取り出す工程
(もっと読む)
射出成形機の制御方法
【課題】コストアップを生じることなく、簡単な構成でドルーリングを防止することができ、かつ安定して成形品を得ることが可能な射出成形機の制御方法を提供する。
【解決手段】 本発明の射出成形機の制御方法は、経験値に基づくドルーリングが発生しない圧力を設定圧力として閾値設定部16に入力する工程と、演算処理部14に、射出工程における圧力波形および成形条件を記憶させる工程と、ロードセル6およびエンコーダ13の測定値に基づき、サックバック・ノズル部温度制御部15が、演算処理部14に記憶された圧力波形に基づく成形条件のサックバック量からサックバック量を順次変更させるサックバック量変更工程と、を含み、サックバック量変更工程にてロードセル6で検出された圧力が設定圧力に達した場合、設定圧力となるサックバック量にて連続成形を行う。
(もっと読む)
射出成形装置
【課題】可塑化部にて可塑化された成形材料を射出部へ所定量供給した後、射出部から射出する際、射出部への成形材料の供給停止に即応して簡便な構成で成形材料の逆流を停止でき、射出部からの成形材料の射出量を一定に維持できる射出成形装置を提供する。
【解決手段】成形材料16を可塑化する可塑化部12と、可塑化部12で可塑化された成形材料16が供給されこの成形材料16の所定量を射出する射出部13と、可塑化部12と射出部13との間の成形材料16の経路である材料経路4と、材料経路4に設けられた逆止弁1とを具備する。逆止弁1が、材料経路4に設けられた弁室2と、磁性体材料で形成され弁室2内を進退移動可能であり弁室2内の可塑化部12側に形成された弁座5に当接することで材料経路4を閉止する弁体3と、弁体3に弁座5へ向けて移動する方向の付勢力が付与されるようにこの弁体3の周囲に磁界を発生させる磁界発生手段とを備える。
(もっと読む)
射出成形機の制御装置及び良否判別方法
【課題】 正確な樹脂圧力を監視し、的確で信頼性の高い良否判別を行うとともに、得られるデータの有用性及び制御の発展性を高める。
【解決手段】 射出工程の開始前における樹脂圧力の大きさに基づいて良否判別を行う良否判別手段を備える制御装置を構成するに際して、計量工程終了から射出工程開始までの監視区間における異なる二個所の樹脂圧力P1,P2を検出する樹脂圧力検出手段と、これら樹脂圧力P1とP2間の差分値Eを求める差分値演算手段と、この差分値Eが許容範囲にあるか否かを判別する良否判別手段を備える。
(もっと読む)
最新構造物発泡成形装置および方法
【課題】ポリマーマトリクス中の発泡剤の分散を向上するために改善された構造物発泡成形技術を提供する。
【解決手段】この技術革新は、予備可塑化式(一般にはピギーバック方式と呼ぶ)射出成形機に基づく公知の既存の低圧構造物発泡成形技術に対して改善を行うものである。ポリマーマトリクス溶融樹脂のフローの流れを連続させる手段、好ましくは、追加のアキュムレータ、およびギアポンプを導入することによって、より一貫した処理条件が得られ、また、注入されたガスをより均一にポリマーマトリクス中に分散させる。この技術を用いることにより、構造物発泡体はセルサイズが小さくなり、セル構造がより均一になり、空隙率が増加し(すなわち、材料の節約になる)、表面のスワールが少なくなり、溶接線コントラストが低下する。
(もっと読む)
1 - 20 / 23
[ Back to top ]