
Fターム[4F206JP24]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 表示、記録、印刷 (462) | 工程(手順)の (34)
Fターム[4F206JP24]に分類される特許
1 - 20 / 34
射出成形機のモニタデータ表示装置
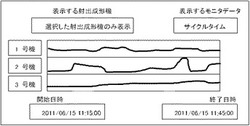
【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
成形機及び成形機の画面表示切換制御方法

【課題】ユーザーの目的に見合った使用頻度の高い画面を自動的に切り換え表示できるようにする。
【解決手段】表示部10に動作設定画面20を所定時間である5分間表示され、5分経過後に動作設定画面20を動作工程画面21に切り換え表示され、切り換えられた動作工程画面21が所定時間である5分経過後にスタンバイモードによる非表示画面になる。非表示画面22の状態にあるときに該画面をタッチ操作した際、該非表示画面22から使用頻度の高い動作設定画面20に切り換え表示される。使用頻度の高い動作設定画面20が自動的に表示部10に表示させることで利便性の向上を図ることができる。
(もっと読む)
射出成形機の段取支援方法及び装置
【課題】 段取の進捗状況や残りの段取の作業量などを容易に把握可能にして使い勝手(利便性)及び作業能率の向上を図るとともに、段取を行ったか否かを容易かつ確実に確認可能にして段取漏れや重複作業等が生じる不具合を回避する。
【解決手段】 段取画面Vrの一部領域Vrpに、段取項目を表示した複数の段取項目ボタン部4a…を配列表示し、かつ各段取項目の段取状態を示す第一状態表示部5a…を各段取項目ボタン部4a…に対応させて配列表示するとともに、段取画面Vrの他の一部領域Vrqに確認事項表示用エリアWを設け、この確認事項表示用エリアWに、各段取項目ボタン部4a…が選択されたなら、選択された段取項目に対応する確認事項に係わる複数の確認事項表示部6a…を配列表示し、かつ各確認事項の確認状態を示す第二状態表示部7a…を各確認事項表示部6a…に対応させて配列表示する。
(もっと読む)
射出工程のスケジュール調整方法および射出工程調整装置ならびに射出成形機
【課題】複数台の射出成形機の射出工程の競合により許容電力を超過する問題を解決する射出工程の調整方法を提供する。
【解決手段】複数台の射出成形機(SM、SM、…)をネットワークに接続する。各射出成形機(SM、SM、…)は、受信処理(3)と、射出工程スケジューリング処理(4)とを実施する。受信処理(3)は他の射出成形機(SM、SM、…)からブロードキャストされる射出工程スケジュールを受信する。射出工程スケジューリング処理(4)は、これらの他機の射出工程スケジュールに基づいて、許容最大電力に収まるように自機の射出工程スケジュールを決定する。自機の射出工程スケジュールはブロードキャストする。各射出成形機(SM、SM、…)が自律的に動作して射出工程スケジュールを決定すると、全体の射出工程の競合を回避することができる。
(もっと読む)
射出成形機の信号処理装置
【課題】射出成形機の周辺機器を動作させるための出力信号を操作パネルによって設定することができる信号処理装置を提供する。
【解決手段】操作パネルは、否定論理演算式を含む複数の論理演算式を表示する演算式選択用ウィンドウ80と、演算式選択用ウィンドウ80の中から選択された所望の論理演算式を表示する演算項目入力欄70と、射出成形機の状態を表わす複数の信号名を表示する信号名選択用ウィンドウ90と、信号名選択用ウィンドウ90の中から選択された所望の信号名を入力する第1の信号入力欄71と、信号名選択用ウィンドウ90の中から選択された所望の信号名を入力する第2の信号入力欄72などを備えている。操作パネルに接続されている制御装置は、射出成形機の運転中に、第1の信号入力欄71および第2の信号入力欄72に表示された各信号を、演算項目入力欄70に入力された論理演算式に基いて論理演算処理し、条件が満たされたときに周辺機器に出力信号を出力する。
(もっと読む)
射出成形機の表示装置
【課題】1成形サイクルの並列工程時間の測定、複数の工程に跨る時間の測定、任意の工程の終了から開始までの時間測定等から、サイクル時間短縮に役立つ射出成形機の表示装置を提供する。
【解決手段】射出成形機は、任意のタイミングからの経過時間を工程毎に記憶する手段、第1軸を前記任意のタイミングからの経過時間と第2軸を各工程の動作および停止状態としてグラフ表示する手段、各工程毎の開始時刻と終了時刻を抽出する手段、カーソルを前記第1軸に沿って該開始時刻または終了時刻に対応した位置に移動させる手段301〜312を有し、前記任意のタイミングからの経過時間を画面上に表示する。
(もっと読む)
設定画面、射出成形機及び設定画面の表示方法
【課題】操作者が設定画面、設定項目等の意味、最適な設定値等についての認識を有していない場合でも、成形条件を容易に設定することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に形成されるようになっている。操作者によって、成形条件の所定の設定項目が選択され、確定操作要素が押下されたときに、設定画面の領域の一部に案内画面が形成され、案内画面に、設定項目について成形条件を設定するに当たり有用な案内情報が表示される。操作者によって、成形条件の所定の設定項目が選択され、確定操作要素が押下されたときに、案内画面に、設定項目について成形条件を設定するに当たり有用な案内情報が表示されるので、操作者が設定画面、設定項目等の意味、最適な設定値等についての認識を有していない場合でも、成形条件を容易に設定することができる。
(もっと読む)
多材質射出成形機のモニタデータの画面表示方法、モニタデータの画面表示装置およびモニタデータの表示画面
【課題】
金型反転式射出成形機のモニタデータの表示において、完成成形品を直接構成する1次成形品と2次成形品の表示データが1段ズレて表示されていたので、すばやく完成成形品の品質上のモニタデータを確認する点で問題があった。また、射出装置と金型の組み合わせの区別がつきずらく不具合の解決に時間がかっていた。
【解決手段】
完成品を直接構成する1次成形品および2次成形品のモニタデータとを同一欄一行に表示し、さらに、射出装置、金型の組み合わせごとに区別するものとした。さらに、モニタデータは、全一覧画面と射出装置、金型の組み合わせごとの一覧画面に切り替えることができるようにしたので、不具合発生時の対応がすばやく確実にできるようになった。
(もっと読む)
設定確認画面、射出成形機及び設定確認画面の表示方法
【課題】オプション機能を備えた射出成形機において、金型装置が破損するのを防止することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に形成される設定確認画面において、金型装置の内部構造に関して設定されたオプション機能について、オプション機能の名称、オプション機能の設定状態、オプション機能を設定するための設定画面の名称、及びオプション機能を設定するための操作部32の操作要素が一覧で表示される。オプション機能の名称、設定状態、設定画面の名称、及び操作部32の操作要素が設定確認画面に一覧で表示されるので、前回の成形時に選択されたオプション機能の設定が残っているかどうかの設定状態を確認することができる。
(もっと読む)
生産切替え機能を有する射出成形機の制御装置
【課題】型締部の段取りと射出部の段取りとを独立して起動することが可能な生産切替え機能を備えた射出成形機を提供すること。
【解決手段】制御装置の表示装置の表示画面はタッチパネル式の表示画面を備え、生産切替えシーケンス登録画面V1は、生産切替えシーケンスを自動的に実行させることを選択する生産切替えシーケンスボタンpcb、型締部生産切替えシーケンスを設定する表示領域である型締部段取り表示ウィンドウcw、射出部生産切替えシーケンスを設定する表示領域である射出部段取り表示ウィンドウiw、型締部生産切替えシーケンスで次の段取りシーケンスを手動で起動することができる型締部次シーケンス起動ボタンである型締部段取り確認ボタンcb、射出部生産切替えシーケンスで次の段取りシーケンスを手動で起動することができる射出部次シーケンス起動ボタンである射出部段取り確認ボタンibが表示される。
(もっと読む)
成形条件設定画面、成形条件設定装置及び成形条件設定方法
【課題】作業者が熟練者でなくても段取作業を迅速、かつ、確実に行うことができるようにする。
【解決手段】成形機の段取作業に関する条件を設定することができるようになっている。そして、段取作業を構成する複数の作業工程が、一つの画面において工程順に並べて表示される。段取作業を構成する複数の作業工程が、一つの画面において工程順に並べて表示されるので、作業者が熟練者でなくても段取作業を迅速、かつ、確実に行うことができる。
(もっと読む)
成形条件設定装置、成形条件設定方法及び成形条件設定画面
【課題】成形条件を設定する際の操作部の操作を簡素化することができ、成形条件を設定するための時間を短くすることができるようにする。
【解決手段】複数の段取工程のうちの所定の段取工程を選択するための段取選択部をメイン画面に表示するメイン画面表示処理手段と、前記選択された段取工程に対応する設定画面に設定項目を表示する段取表示処理手段とを有する。前記メイン画面表示処理手段は、前記段取選択部において、複数の段取工程を一つの画面に表示する。段取選択部において、複数の段取工程が一つの画面に表示されるので、成形条件を設定する際の操作部35の操作を簡素化することができ、成形条件を設定するための時間を短くすることができる。
(もっと読む)
機械の対話型制御のための方法
【課題】機械の対話型制御のための方法を、制御に関する知識が比較的少ない場合にも手順の作成が容易化されるように改善すること。
【解決手段】機械(14)の対話型制御のための本方法では、オペレータを導く形式で、機械の作業手順(18)のために必要な稼動パラメータが、これらの稼動パラメータを記憶するデータ処理ユニット(12)内へ入力される。引き続きこの入力に基づいて作業手順が実行される。前記データ処理ユニット内には、前記機械の作業手順の基本規則に関するデータセットが設けられている。このデータセットの使用のもと、結果として、前記オペレータに対し、機械装備品及び機械周辺品に基づいて存在する可能性について、選ばれた選択肢が提供され、この選択肢は、現存の前記作業手順(18)内へ互換性をもって挿入可能な更なる挿入部分を含む。前記機械における現存の初期状態から出発し、アクションが実行され、このアクションの終わりでは前記機械が1つの実際状態にあること、及び、この実際状態、或いは前記初期状態とこの新しい実際状態の間で生じた変更が、新しい構成要素として、前記機械のプログラミングすべき作業手順内への受け入れのためにティーチングユニット(20)を介してティーチングされ、検査され、付加される。この際、既に前記アクション中に、このアクションの実行可能性に関するこのアクションの論理的な検査が行われる。本方法は、制御に関する知識が比較的少ない場合にも手順の作成が容易化される。
(もっと読む)
射出成形機及び射出成形機における成形品の製造方法
【課題】2色成形品と称する二次成形品を製造する際、その製造前に行う条件出しサイクルを短時間で行い、生産効率を向上することができる射出成形機及び射出成形機における成形品の製造方法を提供する。
【解決手段】射出成形機1が条件出しサイクルで動作された際、制御手段が回転テーブル11の回転制御等を行うことにより第1,第2の可動金型8A,8Bが入れ替えられて、一次成形工程の行われる反操作側で成形された一次成形品M1が、反操作側の反対に位置する操作側から排出される。これにより、オペレータは、反操作側にわざわざ移動するといった煩雑な移動をしなくても、反操作側で成形された一次成形品M1を二次成形工程の行われる操作側に居ながらにして容易に取り出すことができ、さらに条件出しサイクルを少ない工程数で行うことができるので二次成形品M2の生産効率の向上を図ることができる。
(もっと読む)
射出成形機の工程時間表示装置
【課題】射出成形機の成形動作における各工程の開始又は終了の任意のイベントを選択して、選択したイベント区間の時間を計測し表示できるようにする。
【解決手段】射出成形機の型閉じ、射出、保圧、計量、型開き、突出し等の各工程の開始と終了等のイベントを選択可能とする。各成形サイクル毎に各イベントが発生した時刻を検出し記憶しておく。時間を測定する開始イベントと終了イベントを選択して設定する。横軸に時間をとり、設定された測定開始のイベントと測定終了のイベント間をハイレベルで表したグラフを表示する。又、設定イベント間の測定時間も表示する。任意のイベント間の時間が表示されるので、成形動作の評価、成形工程の安定性の評価、成形サイクル短縮等の検討に役立つ。
(もっと読む)
射出成形機
【課題】回転テーブルを用いた2ステージタイプの射出成形機において、回転テーブルの間欠回転毎に2つの異なる成形製品を交互に得る場合における、運転制御条件の作成作業を軽減でき、また、メモリ手段の効率利用が図れるようにすること。
【解決手段】運転制御条件選択・設定用画像には、第2金型を示す情報と、該第2金型と組み合わせて使用することが可能な複数の第1金型を示す情報とが、一覧表示され、コントローラは、2つの第1金型の組み合わせが選択されることで、選択された一方の製品種別の成形製品に固有の運転制御条件と、選択された他方の製品種別の成形製品に固有の運転制御条件と、選択された2つの製品種別の成形製品で共通の運転制御条件とを、連続自動成形運転の制御条件として設定する。
(もっと読む)
射出成形機
【課題】連続成形運転中にドルーリングが発生しているか否かや、あるいは、連続成形運転中にドルーリング発生の虞がある状況に遷移しつつあることを、モニタ項目数値一覧画像の数値データの表示によって、一目で定量的に把握できるようにすること。
【解決手段】各成形サイクル毎の複数のモニタ項目の実測データを、成形サイクル順に数値で一覧表示するモニタ項目表示モードの画像に、サックバック工程の終了後から射出工程の開始までの間の所定タイミングにおけるスクリュ前端側の溶融樹脂の実測圧力データを数値表示可能とする。
(もっと読む)
工作機の表示装置及び射出成形機の表示装置
【課題】操作性及び視認性を向上させた工作機の表示装置及び射出成形機の表示装置を提供する。
【解決手段】水平方向に回転自在に回転軸部16を軸支し、回転軸部16と一体に形成された旋回軸部17を回転軸部16に対して平行に配置する。旋回軸部17の長手方向に沿って上下にスライド移動可能であると共に旋回軸部17の円周方向に回転可能に液晶表示パネル12を取り付ける。回転軸部16を水平方向に回転させた際、旋回軸部17に取り付けられた液晶表示パネル12が、回転軸部16を中心として旋回移動するので、旋回軸部17に取り付けられた液晶表示パネル12は、回転軸部16を中心軸として自由に旋回移動させることができるので操作性がよい。
(もっと読む)
射出成形機
【課題】回転テーブルを用いた射出成形機において、回転テーブルの回転完了とほぼ見なせる静定近似状態を信頼性高く検出可能として、回転完了と判定した後直ちにエジェクト工程などの次の工程の動作を開始させても、次の工程を支障なく実行可能とすること。
【解決手段】エンコーダ出力による計測パルス値を監視し、計測パルス値が、テーブル回転完了前の減衰振動領域を示す設定された所定の振動幅範囲内に入った後に、該所定の振動幅範囲よりもその幅を小さく設定された所定の回転限判定幅範囲内の値を連続して所定時間だけ維持すると、回転テーブルの回転停止と判定し、次の工程の動作を開始させる。
(もっと読む)
射出成形機
【課題】2つの射出装置と、各射出装置にそれぞれ対応した2つの金型ユニットと、各金型ユニットにそれぞれ対応した2つのエジェクト装置とを、備えた射出成形機において、準備可能な製品取り出し用ロボットに応じたエジェクト動作を実行可能とすること。
【解決手段】2つの射出装置と、各射出装置にそれぞれ対応し固定側金型と可動側金型の対からなる2つの金型ユニットと、各金型ユニットにそれぞれ対応して設けられた2つのエジェクト装置とを、備えた射出成形機において、設定条件に応じて、2つのエジェクト装置を同時に動作させる、または、2つのエジェクト装置を時間差をおいて動作させるコントローラを備える。
(もっと読む)
1 - 20 / 34
[ Back to top ]