
Fターム[4F207AG23]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 部分(細部) (74) | 端部(上下部、頭底部、前後部) (11)
Fターム[4F207AG23]の下位に属するFターム
フランジ部を有するもの (1)
Fターム[4F207AG23]に分類される特許
1 - 10 / 10
継手付チューブ
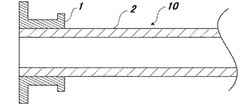
【課題】チューブと継手が良好な接着により一体化している継手付チューブを提供する。
【解決手段】少なくとも内層と外層の2層からなるチューブ1と、該チューブ1の少なくとも一箇所に射出成型によって形成された継手2とからなる継手付チューブ10であって、上記チューブ1の内層と外層が接着されているとともに、上記チューブ1の外層と上記継手2が同系の構成材料からなり、上記チューブ1の外層と上記継手2が接着されている継手付チューブ10。上記チューブ1の内層と外層が、電子線照射により共架橋されているか、同系の構成材料からなることか、共押出により成型されている継手付チューブ10。上記継手2が、SPSを構成材料として含み、上記チューブ1の外層が、スチレン系共重合体を構成材料として含む継手付チューブ10。
(もっと読む)
フィードブロック及びシート又はフィルムの製造方法

【課題】本発明は、フィードブロックの合流部における樹脂境界の乱れを軽減し、シート及びフィルムの形状不良及び不均一な厚みを殆ど生じさせないフィードブロック、及びシート又はフィルムの製造方法を提供することを目的とした。
【解決手段】押出成形機21とダイ2との間を繋ぐフィードブロック1であって、内部には主流路5と副流路6,7が設けられ、その主流路5と副流路6,7が合流する合流部8において、主流路5が複数に分割され、フィードブロック1の樹脂の流れ方向下流側で、分割された主流路5が再び合流する構成とする。
(もっと読む)
弾性ローラの製造方法
【課題】段付き芯金上にゴム組成物をクロスヘッド押し出し機により積層する際に、ゴム組成物の端部からの剥離を抑制し、形状精度に優れた弾性ローラを製造する方法を提供する。
【解決手段】本発明に係る弾性ローラの製造方法は、クロスヘッドを用いて段付き芯金の全長さにわたってゴム組成物を押し出した後、第2の円筒部を取り囲むゴム組成物の層を、第1の円筒部から離れた位置において、ゴム組成物の層の外側から把持部材を用いて把持し、ゴム組成物の層を第2の円筒部の周面に接触させる工程を有し、この工程は、ゴム組成物の層を第2の円筒部の周面に接触させた位置よりも第1の円筒部に近い側において、第2の円筒部を取り囲むゴム組成物の層が把持部材によるゴム組成物の把持に伴って外側に拡がることを規制しつつ行う。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 光学フィルムの製造の高速化に伴い、フィルムをロール状に巻き取った後のエンボス部高さを確保する。光学フィルムの生産における高速化+長尺化に確実に対応する。フィルムの高品質化を果たし、近年の偏光板用保護フィルム等の薄膜化、広幅化、及び高品質化の要求に応え得る、光学フィルム、及びその製造方法を提供する。
【解決手段】 溶液流延製膜法または溶融流延製膜法によるロール状光学フィルムの製造方法は、ナーリング加工の処理温度をT(℃)、ベースフィルムのガラス転移温度をTg(℃)、ベースフィルムがエンボスリングに接している時間をs(秒)としたときに、下記の関係式を満たす条件でナーリング加工を行ない、ロール状光学フィルムを製造する。
0.75≦(T−Tg)×s≦1.00
(もっと読む)
偏肉樹脂シートの製造方法及び装置
【課題】ダイから押し出された樹脂シートをニップして型ローラから剥離するまでの間、樹脂シートの薄肉部分が型ローラから剥がれるのを効果的に抑制できると共に樹脂シートを型ローラから剥離する際に厚肉部分が剥離されにくくなることもない。
【解決手段】溶融した樹脂をダイからシート状に押し出す押出工程12と、押し出した樹脂シートを型ローラとニップローラとでニップして偏肉成形しながら冷却して固化する成形冷却工程14と、型ローラから剥離した樹脂シートを徐冷する徐冷工程16と、を備え、樹脂シート幅方向のシート厚みに偏りのある偏肉樹脂シートを製造する方法において、成形冷却工程14には、シート厚みに偏りのある偏肉樹脂シートの薄肉部分A2と厚肉部分A1とのうち、薄肉部分A2に対応する型ローラ46の表面部分のみをニップ位置直前において部分加熱する加熱手段47を設けた。
(もっと読む)
樹脂製割箸の製造方法および製造装置
【課題】低廉なコストで樹脂製の割箸を製造できる技術を提供することである。
【解決手段】 樹脂製割箸の製造装置であって、
樹脂製棒状体を押出す押出手段1と、
互いに対向して設けられた回転ローラ5a,5bと、
前記回転ローラの周側に形成された凹状溝6a,6bと、
割箸に形成されている割溝部に相当する形状で、かつ、前記割箸の全長よりも短い長さの前記凹状溝内に設けられた仕切壁7a,7b
とを具備し、
前記押出手段で押出された二本の樹脂製棒状体が前記回転ローラ周側の一つの凹状溝内に案内され、該凹状溝内を通過中に樹脂製棒状体同士が前記仕切壁が無い箇所の一部においてのみ接合されるよう構成されてなる。
(もっと読む)
超高分子量ポリエチレンパネルの製造
機械方向を横切る方向で、好ましくは両側から狭くなり、かつ、金型の上部と下部とでその出口近傍に位置する横向きに設置され、もしくはそのいずれかの複数の冷却ゾーンを有するスリット金型を採用した連続ラム押出し法によって、大きな幅の超高分子量ポリエチレンパネルが調製される。パネルは、結晶融解温度より低い温度で金型を出る。 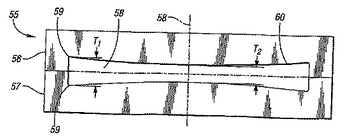 (もっと読む)
(もっと読む)
複層ガラスの製造方法及びその製造方法に使用するスペーサ形成装置
本発明のスペーサ形成装置は、一方のガラス板を固定するガラス板固定手段、スペーサ成形材料を塗布する塗布ヘッド、スペーサ成形材料を溶融混練しながら押し出す押出手段と押出手段から押し出されたスペーサ成形材料を塗布ヘッドに供給する定容量式ポンプとを有するスペーサ成形材料供給手段、及び塗布ヘッドをガラス板の周縁部に沿って移動させる多関節ロボットを有している。このスペーサ形成装置を用いて、一方のガラス板の上面周縁部に沿って、塗布ヘッドからスペーサ成形材料を塗布してスペーサを形成する。  (もっと読む)
(もっと読む)
無延伸フィルムの製造方法、樹脂被覆金属板の製造方法、および無延伸フィルムの製造装置
【課題】 少量多品種で生産する熱可塑性樹脂からなる無延伸フィルムの製造方法、少量多品種で生産する熱可塑性樹脂を被覆してなる樹脂被覆金属板の製造方法、および少量多品種で生産する熱可塑性樹脂からなる無延伸フィルムの製造高歩留まりで製造する方法を提供する。
【解決手段】 無延伸フィルムとして製膜することを目的とする熱可塑性樹脂Aと該熱可塑性樹脂以外の別の熱可塑性樹脂Bを別個に加熱溶融して押出用Tダイの両端部に導き、加熱溶融した熱可塑性樹脂Aの両側に熱可塑性樹脂Bが並存するように吐出してキャスティングロール上に押し出し、熱可塑性樹脂Aの両側に熱可塑性樹脂Bが並存してなる無延伸フィルムに製膜した後、熱可塑性樹脂B部分を切断除去する無延伸フィルムの製造方法において、熱可塑性樹脂Aで熱可塑性樹脂Bを被覆するように吐出してキャスティングロール上に押し出して無延伸フィルムに製膜した後、熱可塑性樹脂Aで被覆された熱可塑性樹脂Bの部分を切断除去し、目的とする熱可塑性樹脂Aのみからなる無延伸フィルムとする。
(もっと読む)
シートの縁にストリップを取付ける方法
本発明は、ダイ空間(7)を有する装置(3)を使用して、シート(1)の端部分に、プラスチック材料のストリップを取付ける方法に関する。本発明の方法では、プラスチック材料をダイ空間(7)に供給する装置(3)の内側に、シート(1)を配置する。制限部(8)と装置(3)のダイ表面によって、加熱されたプラスチック材料がダイ空間(7)から逃げることを回避する。シート(1)を、プラスチック材料を供給する装置(3)に対して移動させ、シート(1)の端部分を、装置(3)の内側に配置する。プロセス中、装置(3)のダイ空間(7)を加熱し、シート(1)の端部分を、装置(3)に供給されるプラスチックマスの温度よりも少なくとも10〜200℃高い温度まで加熱する。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]