
Fターム[4F207AH49]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 建築設備 (107) | 設備(←バスユニット、便槽、浄化槽) (9)
Fターム[4F207AH49]の下位に属するFターム
人工芝
Fターム[4F207AH49]に分類される特許
1 - 9 / 9
積層成形体の製造方法
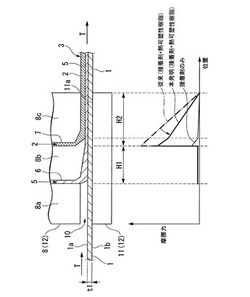
【課題】金型と芯材の接触面積を小さくして、連続押出成形の安定性を容易にコントロールすることが可能にする積層成形体の製造方法を提供する。
【解決手段】金型12を型締めして形成された芯材通路10に熱可塑性樹脂シートの芯材1を一方向Tに送りながら、金型12に形成された供給口7から芯材1の一面1aに熱可塑性樹脂2を供給して積層させることにより積層成形体3を製造する方法において、芯材通路10を形成し、芯材1の他面1bが接触して芯材1を滑動させる金型12の滑動面11aを凹凸状にする。
(もっと読む)
押出成形用樹脂組成物及び架橋ポリエチレン管の製造方法
【課題】酸化防止剤や滑剤の成形時におけるブリードアウトによる目ヤニの発生を極力抑えることができる架橋ポリエチレン管成形用樹脂組成物及びこの架橋ポリエチレン管成形用樹脂組成物を用いた架橋ポリエチレン管の製造方法を提供する。
【解決手段】シラングラフトポリエチレンと、酸化防止剤と、滑材とを含み、かつ、シラングラフトポリエチレン100重量部に対してマレイン酸変性ポリエチレンを0.5〜2.0重量部含む押出成形用樹脂組成物を管状に押出成形するとともに、シラングラフトポリエチレンを架橋させるようにした。
(もっと読む)
無発泡成形物の押出成形方法
【課題】熱伝導率が0.2W/m・K以下の熱可塑性樹脂を用いた押出成形方法において、成形速度を速めることができる無発泡成形物の押出成形方法を提供する。
【解決手段】 熱伝導率が0.2W/m・K以下の熱可塑性樹脂を材料に用いて無発泡の成形物を成形するための押出成形方法であり、上記熱可塑性樹脂の加熱溶融物を押出機及びダイから押し出した後に、該押し出された加熱軟化状態の成形物を、−10〜10℃の温度に保持された不凍液が冷媒として送通されるサイジング装置の導入路に導入し、該導入路の周面を冷却面として、該冷却面に加熱軟化状態の成形物を接触させて所定の寸法に規制しつつ冷却固化し、このようにして冷却固化した成形物を引出ロールによって引っ張って該サイジング装置から引き出す。
(もっと読む)
複合管の製造方法

【課題】目やにの発生を少なく抑え、ロングラン性に富んだ複合管の製造方法を提供することを目的としている。
【解決手段】架橋ポリエチレン管6bの周囲を囲繞するように、ポリプロピレンを含有する熱可塑性樹脂エラストマーを主成分とし、発泡剤を含む発泡性樹脂組成物を管状に押し出すとともに、発泡倍率1.5〜3.0倍に発泡させて管本体の周囲を囲繞する発泡樹脂保護層7aを形成する複合管7bの製造方法であって、前記発泡性樹脂組成物が、発泡剤として、発泡開始温度が170℃以上、最大発泡温度が190℃〜230℃である熱膨張型発泡粒子を含むとともに、熱膨張型発泡粒子を融点が110〜130℃の熱可塑性樹脂からなるベース樹脂中に分散混合してマスターバッチ化した熱膨張型発泡粒子マスターバッチと他の成分とを混合して得られることを特徴としている。
(もっと読む)
多層熱可塑性シート材料およびそれから調製された熱成形物品
本発明は、表面非発泡層Aおよび表面発泡層Bを含み、約0.5〜約20ミリメートル(mm)の総シート厚さを有する、特に熱成形用途、例えば冷蔵庫キャビネットおよびドアライナーに好適な多層シートを提供する。サイクル時間の短縮およびポリマーとエネルギーの節減を含めた熱成形性の向上が与えられる。好ましくは、非発泡熱可塑性ポリマー表面層(A)は、約0.25〜約6ミリメートルの厚さを有し、そして発泡熱可塑性ポリマー表面層(B)は、いずれかの他の発泡ポリマー層とともに少なくとも約五(5)質量%の総密度低下を有し、そしていずれかの他の非発泡層をともに備えた非発泡層の総厚さよりも大きな総厚さを有している。また、熱成形プロセス、熱成形物品、断熱性物品を与える方法および断熱性物品における改善が提供される。 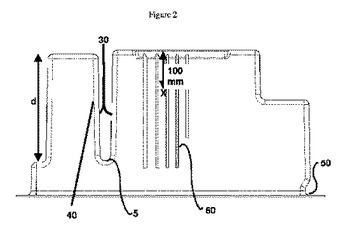 (もっと読む)
(もっと読む)
樹脂成形品及び該樹脂成形品で形成された収納本体を備えたキャビネット
【課題】樹脂成形品である補助収納部の表面部に成形時に発生するヒケを目立たなくするとともに、積極的に意匠性を向上させる。
【解決手段】樹脂成形品である補助収納部1の収納本体8は、その前面壁11における化粧面となる表面部23と一体で成形されるリブ部20及び底部13を備えており、リブ部20の下端部22に対応する表面部23の略鉛直方向の立面の位置、及び底部13に対応して表面部の鉛直方向から奥側へ所定角度傾斜した立面26の位置に、成形時に発生するヒケを目立たなくする溝部28、33が形成されており、溝部28、33は、略水平方向に形成される上面部29、34と、上面部29、34から表面部23、立面26に連成する傾斜面部30、35とからなる。
(もっと読む)
押出成形品
【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
雨樋
【課題】樹脂製雨樋として必要な低線膨張率、衝撃性、及び低温時の鋸切断性の特性をバランスよく兼ね備えた雨樋を低コストで提供することを目的としている。
【解決手段】塩化ビニル系樹脂と、塩化ビニル系樹脂100質量部に対して、固め見掛け密度が0.30〜0.60g/cm3で、固め見掛け密度/ゆるめ見掛け密度の比が1.70〜4.0のウォラストナイトを20〜40質量部と、平均粒子径0.1μm以下の炭酸カルシウムを5〜15質量部と、を含有する塩化ビニル系樹脂組成物からなる基材部を有することを特徴とする、雨樋。
(もっと読む)
発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋
【課題】低コストで、複雑な凹凸形状を付与した発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋を提供する。
【解決手段】非発泡性樹脂1の表面にランダムに凹凸形状を有する発泡層21が形成されている二層押出成形品であって、非発泡性樹脂1に熱接着する発泡樹脂2をもって非発泡性樹脂1の表面に形成されている。
(もっと読む)
1 - 9 / 9
[ Back to top ]