
Fターム[4F207AH56]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 箱状容器(←コンテナ、パレット) (10)
Fターム[4F207AH56]に分類される特許
1 - 10 / 10
ポリフェニレンスルフィド樹脂押出成形品
【課題】耐熱性、耐薬品性、耐摩耗性、電気絶縁性に優れるというポリフェニレンスルフィド樹脂本来の特性を損なうことなく、表面外観に優れたポリフェニレンスルフィド樹脂押出成形品を提供する。
【解決手段】メルトフローレート(ASTM D−1238−70に従い、温度315.5℃、荷重5000gにて測定)が30g/10分以下、220℃での結晶化時間が3.0分以上であるポリフェニレンスルフィド樹脂を主成分としたポリフェニレンスルフィド樹脂押出成形品を得る。
(もっと読む)
カートン基材の製造方法および耐水性装飾カートン
【課題】強度やコストの点でオーバースペックにならない板紙からなる基材でブロッキング現象が発生しないカートン基材の製造方法および耐水性装飾カートンの提供が求められていた。
【解決手段】紙基材の少なくとも一方の面に、低密度ポリエチレン層,高密度ポリエチレン層がこの順に積層してなる耐水紙を用意し、前記耐水紙の高密度ポリエチレン層表面に装飾画像を印刷形成し、次いで、プレスコート層となるニスを塗布形成し、印刷インキとニスを同時乾燥する工程を具備することを特徴とするカートン基材の製造方法および耐水性装飾カートンを提供する。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法ならびに発泡成形品の製造方法

【課題】成形加工おけるトラブルを回避させつつ、軽量性を有するポリスチレン系樹脂発泡シートの製造方法と、このようなトラブルの回避によって高い歩留りで発泡成形品を作製し得る発泡成形品の製造方法とを提供する。
【解決手段】環状のスリットを有するサーキュラーダイCDから円筒状のポリスチレン系樹脂発泡体FBを連続的に押出して前記スリットよりも大径な冷却マンドレルMDで拡径し、該発泡体を切り開いてシート状にした発泡シート1を前記冷却マンドレルの後段側に設けた引取り装置91,92によって引き取らせることにより前記発泡体を前記冷却マンドレルの外周面に摺接させて冷却し、外側からさらに風冷して、前記冷却マンドレルの外周長に対して99.3%以上100%以下となるシート幅を有し、厚みが1.0mm以上3.0mm以下で且つ密度が0.05g/cm3以上0.1g/cm3以下であるポリスチレン系樹脂発泡シートを作製する。
(もっと読む)
ポリエチレンテレフタレートシートの製造方法とそのシートを用いて形成した食品容器
【課題】回収容器の食品容器への再利用に際して、食品衛生上の課題を解消し、食品容器の廃棄品を利用するものでありながら、衛生的で清潔な食品容器を得ることができる手段の提供。
【解決手段】ポリエチレンテレフタレートの使用済み容器の再生材料からなるシート状膜を中間膜2としてその表背両面に、ポリエチレンテレフタレートの新素材からなる2枚の薄膜1,3を、前記中間膜2に近接配置した2台の樹脂シート成型機A,Bから押し出し溶融状態で加圧接着させて三層状に形成したポリエチレンテレフタレートシートSを、前記シート状膜21を中間膜2としてその表背両面に接当させるとともに、これらを表背両面から加圧して溶融接着させることにより三層一体状に形成したポリエチレンテレフタレートシートSを製造する。また、このポリエチレンテレフタレートシートSを食品容器の成形素材として、シート膨出成形手段によって適宜の形状に膨出成形させる。
(もっと読む)
ポリエチレン系樹脂発泡シート
【課題】ロール状に形成されるなどした場合における厚みの変動を抑制しつつ熱融着される用途に適したポリエチレン系樹脂発泡シートの提供を課題としている。
【解決手段】0.925g/cm3以上0.935g/cm3以下の密度を有するポリエチレン系樹脂と発泡剤とを含んだポリエチレン系樹脂組成物を見掛密度が0.06g/cm3以下となるようにシート状に押出し発泡させてなり、表面どうしを熱融着させて用いられるポリエチレン系樹脂発泡シートであって、前記ポリエチレン系樹脂のメルトマスフローレートが、0.2g/10分以上2.0g/10分未満であることを特徴とするポリエチレン系樹脂発泡シートなどを提供する。
(もっと読む)
断熱性紙容器の製造方法及びその製品
本発明は、断熱性紙容器の製造方法及びその製品を開示する。当該方法は、(a)高分子ポリエチレンテレフタレート又は高分子ポリプロピレン粒子と接着剤とを混合して攪拌した後、ポリマー材料を形成するステップと、(b)ポリマー材料を押出機で加熱して押出して薄膜を形成し、薄膜で紙の表面を被覆するステップと、(c)ラミネートローラにより、薄膜を被覆する紙を冷却してラミネートするステップと、(d)薄膜が被覆されていない側の紙面に、スプレー、ロール又はカラー印刷の方式により連続的に発泡材料を塗布し、乾燥させてから巻き取り、半製品に切断して紙容器を成型するか、紙容器を成型した後に、紙容器の外縁に発泡材料を塗布するステップと、(e)発泡材料を加熱装置で加熱し、発泡成型するステップと、を含む。本発明の方法は、発泡の均一度及び生産効率を有効に高め、欠陥率を減らし、生産される製品は、環境を汚染させず、断熱性及び保温性を有するなど長所が多い。 (もっと読む)
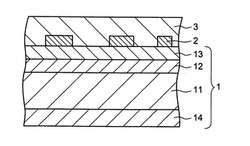
形成可能な軽量複合材
本発明は、金属層14およびポリマー層を含む軽量合成材料10、12、熱可塑性ポリマー18を含む充填熱可塑性ポリマー16を含んでいるポリマー層、および金属繊維20に関する。本発明の合成材料は、周囲温度で従来のスタンプ装置を使用して形成することができる。本発明の合成材料は、また抵抗スポット溶接のような抵抗溶接プロセスを使用して、他の金属素材に溶接され得る。 (もっと読む)
ポリスチレン系樹脂発泡シートの製造方法、ポリスチレン系樹脂発泡シート及び容器
【課題】 本発明は、軽量性及び機械的強度に優れた容器などの成形品を得ることができるポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートの製造方法は、メルトフローレイトが0.5〜2.0g/10分で且つZ平均分子量が75万以上であるポリスチレン系樹脂を押出機内に供給して発泡剤の存在下にて溶融混練して押出発泡させて目付量が100〜135g/m2で且つ密度が0.040〜0.065g/cm3であるポリスチレン系樹脂発泡シートを製造することを特徴とする。
(もっと読む)
紙包装容器の製造方法
【課題】押出積層特性並びにそれによるコンバーティング特性において良好な性能を有し、包材の製造が容易であり、包装充填時に迅速にヒートシールすることができ、より強靱なシール強度を可能にし、かつ、充填内容物の温度に影響を受けず良好なシールが得られ、保香性若しくは品質保持性を有する紙包装容器の製造方法を提供する。
【解決手段】最外熱可塑性材料層、紙基材層、バリア層、最内熱可塑性材料層からなる包材より形成された紙包装容器の製造方法であって、
最内熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915の平均密度、88〜103℃のピーク融点、5〜20のメルトフローインデックス、1.4〜1.6のスウェリング率の特性パラメータを有する。
(もっと読む)
ポリ乳酸系樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】発泡シート製造時の押出し特性、生分解性に優れ、かつ、外観が美麗なポリ乳酸系樹脂製発泡シートおよび耐熱性、生産性に優れたポリ乳酸系樹脂製発泡シート製容器を得る製造方法を提供すること。
【解決手段】 第1発明は、ポリ乳酸は190℃における溶融張力が25〜70gであり、このポリ乳酸100重量部に対してタルクを1.0〜4.0重量部配合した樹脂組成物に、発泡剤の存在下で、ダイの口金出口部分における発泡性ポリ乳酸系樹脂組成物のせん断速度を150〜800秒−1としてシート状に押出し、得られたポリ乳酸系樹脂製発泡シートの発泡倍率が1.1〜12.0倍で、かつ、厚さが0.5〜2.5mmの、ポリ乳酸系樹脂製発泡シートを要旨とし、第2発明は、特定の三工程を経て製造する耐熱性などに優れたポリ乳酸系樹脂製発泡シート製容器の製造方法を要旨とする。
(もっと読む)
1 - 10 / 10
[ Back to top ]