
Fターム[4F207AP03]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 力 (54) | 圧力 (42) | 樹脂圧 (18)
Fターム[4F207AP03]に分類される特許
1 - 18 / 18
高せん断装置および高せん断方法
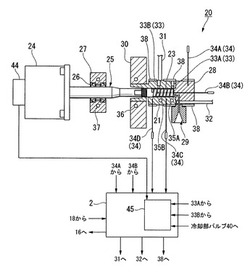
【課題】高せん断時に急速な温度変化に迅速に応答して高分子材料を冷却させ、効率よくナノレベルに分散及び混合する。
【解決手段】高せん断装置は、加熱筒21内に設けた内部帰還型スクリュー23を高速回転させることで高分子材料を高せん断する。加熱筒21内の高分子材料の温度を低下させる冷却流路35A、35Bの管路に冷却バルブを設け、内部帰還型スクリューを駆動する駆動モータ24のトルクをトルクセンサー44で検出する。トルクに応じて冷却温度設定手段45で冷却バルブの開度を調整して冷却媒体の流量を制御する。遅延タイマーによって最大トルクに対応する冷却バルブの最大開度を遅延時間の間、保持することで、冷却媒体の流量を最大にして高分子材料の温度の冷却能力を高くして高分子材料の温度を急速に低下させる。
(もっと読む)
樹脂押出機の立上制御方法及び装置

【課題】樹脂押出機を自動的に短時間に立ち上げできるようにした立上制御方法とする。
【解決手段】樹脂押出機1の起動時には、樹脂材料の供給量を目標供給量よりも少ない低供給量とし、スクリュー2の回転数を目標回転数よりも少ない低回転数とし、その後に目標供給量、目標回転数まで設定した立上時間で漸増して押出状態とすることで、自動的に短時間に立ち上げできる立上制御方法とする。
(もっと読む)
押出機先端圧力測定方法及び装置
【課題】本発明は、スクリュを内設したシリンダの後部に設けられた減速機のスラストベアリングを介して受けるスクリュのスラスト荷重を荷重変換器で受けることにより、樹脂材料の種類を問わずスラスト荷重値の測定を可能とすることを目的とする。
【解決手段】本発明による押出機先端圧力測定方法及び装置は、スクリュ(22)を有するシリンダ(2A)の後部に減速ギア機構(23)を設け、このスクリュ(22)に減速歯車群(24)を介して設けられた直動軸(25)にスラストベアリング(27)を介して荷重変換器(28)を配設し、前記スクリュ(22)にかかるスラスト荷重(S)を荷重変換器(28)で測定する方法と構成である。
(もっと読む)
データ解析装置、それを用いた製造装置、データ解析方法、そのコンピュータ・プログラムおよびそのプログラムを記録した記録媒体
【課題】早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能なデータ解析装置を提供すること。
【解決手段】第1要因分析部22は、第1マハラノビス距離計算部21によって計算されたマハラノビスの距離MD1の増加要因となる評価特性データを要因分析によって特定する。第2要因分析部24は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2の増加要因となる製造パラメータデータを要因分析によって特定する。そして、製造パラメータ項目調整部25は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2が減少するように、第2要因分析部24によって特定された製造パラメータ項目を調整する。したがって、早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能となる。
(もっと読む)
押出成形装置
【課題】成形材料の押出機から成形型への供給量を短時間にて且つ高精度にて調整することが可能であり、これにより押出機にギヤポンプ機構を設けることなく、成形品の成形精度を十分に高めることが可能な押出成形装置を提供する。
【解決手段】押出機10のシリンダ11の成形型1側の端部近傍にシリンダ内圧検出装置15が設けられている。外径制御装置3は、外径検出装置2による成形品Fの外径検出値と目標外径とを比較し、シリンダ内圧制御装置5は、この外径の比較結果に基づいて目標シリンダ内圧を設定し、シリンダ内圧検出装置15の検出値とこの目標シリンダ内圧とを比較し、回転数制御装置4は、このシートパッド内圧の比較結果に基づいてモータMの目標回転数を設定し、回転数検出装置14によるモータMの回転数検出値に基づき、該モータMの回転数が目標回転数となるように該モータMを制御する。
(もっと読む)
ペースト押出成形方法及びペースト押出成形体
【課題】充填材の含有率が高い場合であっても押出圧力の増加を効果的に低減できるペースト押出成形方法及びペースト押出成形体を提供する。
【解決手段】本発明に係るペースト押出成形方法は、ポリテトラフルオロエチレン、充填材、及び液状助剤を含有するポリテトラフルオロエチレン組成物を調製し、前記ポリテトラフルオロエチレン組成物をペースト押出成形する方法であって、前記ポリテトラフルオロエチレン組成物は、15〜60体積%の前記充填材とともに、押出圧力低減剤として、炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物及び有機アルミネート化合物からなる群より選択される1又は2以上を含有する。
(もっと読む)
ベントを備えた押出機のベントアップ検知方法および押出機
【課題】ベントを備えた押出機の、ベントアップの兆候を確実かつ早期に検知することができる、ベントアップの検知方法を提供する。
【解決手段】シリンダ(5)内に、第1の圧力センサ(12)を造粒装置(3)近傍に、第2の圧力センサ(13)をベント(10)と造粒装置(3)の間の所定の位置に、第3の圧力センサ(14)を造粒装置(3)寄りのベント(10)近傍に、それぞれ設ける。第1、2の圧力センサ(12、13)において測定される溶融樹脂の圧力から、ベント(10)近傍における溶融樹脂の圧力を予測して、ベントアップの兆候を検知する。第3のセンサ(14)において測定される溶融樹脂の圧力から、ベントアップの発生を検知する。
(もっと読む)
ゴム押出装置および帯状ゴムの製造方法
【課題】ゴム材料の押出量の安定化と、押出能力、直接的には押出速度の増加とを両立させることのできるゴム押出装置を提供する。
【解決手段】二台の歯車ポンプ1,2を直列に配設して、下流側に位置する歯車ポンプ1を押出機6とするとともに、上流側に位置する歯車ポンプ2を熱入れ機7とし、押出機6と熱入れ機7との間に圧力センサ9を設けるとともに、この圧力センサ9の検知結果に基いて、熱入れ機7を構成する歯車ポンプ2の回転速度をコントロールする制御手段を設けてなる。
(もっと読む)
ポリマー材料の加工装置と方法
本発明は、第1スクリュー1と第2スクリュー2とを備え、第2スクリュー2が第1スクリュー1よりも長い、ポリマー材料を加工するための、特に押出機として形成された装置3に関する。両スクリュー1、2の各々について、回転方向および/または回転速度が互いに独立して調節可能である。その際、スクリュー1、2の駆動は反対向きに行われる。この場合、両スクリュー1、2はかみ合わないで、単に接するように並べて配置されている。それによって、第1領域から第2領域への移行領域において少ないコストで圧力と脈動のない流れを生じることができ、同時に均質性および品質に対する所望な要件を満たすことができる。スクリュー回転数を別々に調節可能であると同時に、材料特有の適合がなされることによって、滞留時間と可塑化能力を変更することができる。  (もっと読む)
(もっと読む)
ゴム押出装置
【課題】ゴムの吐出量を一定にすることのできる、フィードロール付のギアポンプ式ゴム押出装置を提供する。
【解決手段】ギアポンプ10に供給されるゴムGの圧力を検出するゴム圧力検出手段4と、このゴム圧力検出手段4からの測定値に基づいて、前記フィードロール30のロール31、32の回転数を制御するフィードロール制御手段とを具える。
(もっと読む)
スレッドのプライを外装する装置
【課題】スレッドプライを熱可塑性又は粘弾性材料で連続的に外装する装置を提供する。
【解決手段】プライが、相互にほぼ平行なスレッド(F)のアレイで形成される。外装装置は、スレッド案内(35)、被覆チャンバ(31)及び出口ダイ(32)を有する。第1の供給チャネル(10)及び第2の供給チャネル(20)が、被覆チャンバ内に延びている。外装装置の稼働中、スレッド(F)のプライは、スレッド案内、被覆チャンバ及び出口ダイを通って走行する。制御器(40)に接続されていて、供給手段(13,23)の各々圧力を制御する圧力測定手段(12,22)が、互いに向かい合うと共に一線をなして、プライの平面の各側で且つ供給チャネル(10,20)の出口(11,21)のすぐ付近で被覆チャンバ(31)内に配置されている。
(もっと読む)
均一な厚み分布を有するフィルムの製造方法および製造装置
【課題】 押出ダイを用いた製膜法において、フィルムの幅方向の膜厚分布の変動を抑制し、安定的に一定の膜厚分布を有するフィルムを製造する。
【解決手段】 流動状態の樹脂を、押出ダイの流路に供給し、押出ダイの内部で拡幅、吐出し、製膜するフィルムの製造方法であって、第一に、得られるフィルムの幅方向の膜厚が所望の膜厚分布となる為の、前記押出ダイの流路入口と流路出口との間の圧損の範囲を求めておき、第二に、前記流路入口と流路出口との間の圧損が、前記圧損の範囲内になるように、前記流路入口の圧損測定位置よりも前段の位置において前記流動状態の樹脂の粘度を調整することを特徴とするフィルムの製造方法、並びに製造装置。
(もっと読む)
押出成型装置および押出成型装置の制御方法
【課題】押出し成型稼働率の低下とならず、かつ動作開始時のギアポンプの破壊を無くすことができる押出成型装置および押出成型装置の制御方法を提供する。
【解決手段】原料を混錬搬送するスクリュー13と、ギアポンプ14を備える押出成型装置1であって、ケーシング部12の出口側であってギアポンプの出口側の圧力を検出する出口圧力検出部16と、押出し開始の場合に前記ギアポンプの出口圧力が、当該ギアポンプの出口側設定耐圧値未満となるように、前記圧力検出部で検出された出口圧力に基づいて、ギアポンプの入口側の入口圧力を段階的に制御するギアポンプ入口圧力制御部18とをさらに備える。
(もっと読む)
タイヤ成形設備及びタイヤ成形方法
【課題】ギアポンプを高速で立ち上げてストリップゴムを吐出開始する時に、簡単な制御手法により安定した寸法のストリップゴムを成形可能なタイヤ成形方法を提供する。
【解決手段】押出機12と、この押出機12から供給されるゴムを成型用口金10へと送り出すギアポンプ11と、ギアポンプ11がゴムを送り出す時の圧力を検出する圧力センサー14とを備えたストリップゴム連続押出装置1と、このストリップゴム連続押出装置1から押し出されるストリップゴムSが巻き付けられる成形ドラム20とを用いたタイヤ成形方法であって、ギアポンプ11の駆動立ち上げ時に、圧力センサー14により検出される圧力値に基づいて、成形ドラム20の回転数を制御する工程を有し、好ましくは、圧力値の増加に同調する形で成形ドラム20の回転数を制御する。
(もっと読む)
樹脂圧センサ
【課題】樹脂圧センサ取付部で発生する溶融樹脂の滞留を防止することによって押出成形品の品質を向上させると共に、樹脂圧センサの感圧部の機械的強度を増強することによって樹脂圧センサの耐摩耗性と耐腐蝕性とを向上させる。
【解決手段】樹脂圧センサ1は、押出成形機3の出口付近あるいは押出成形金型5の入口付近に取り付けられ、押出成形金型5内に流入する溶融樹脂Bの樹脂圧を検知し所定の範囲内に保つために使用されると共に、押出成形金型5内に流入する溶融樹脂Bの樹脂圧を直接受ける受圧棒7と、受圧棒7との間に僅かな隙間9を形成した状態で受圧棒7を保持する筒状の受圧棒ホルダ11と、受圧棒7の動きを受圧棒7の変位量に対応した電気量に変換して圧力値として数値化して出力する計測手段13とを備えている。
(もっと読む)
押出機
【課題】 押出機において、樹脂の溶融不足に起因した変動を抑制し、成形の精度を向上させること。
【解決手段】 原料樹脂を定量供給する定量供給フィーダ2と、基端部からシリンダ3内に供給された原料樹脂を加熱機構4とシリンダ3内で回転駆動されるスクリュー5とで溶融混練して先端部から押し出す押出機構6と、シリンダ3内の基端部における圧力を測定する第1圧力計P1と、シリンダ3内で原料樹脂の可塑化が始まる可塑化開始領域での圧力を測定する第2圧力計P2と、を備えている。
(もっと読む)
ゴム部材成形設備及びゴム部材成形方法
【課題】回転支持体にゴムストリップを巻き付ける際に、成形開始時のゴムストリップを過不足なく吐出することができるゴム部材成形設備及びゴム部材成形方法を提供すること。
【解決手段】成型用口金4を介して押し出されたゴムストリップSが巻き付けられる成形ドラム7と、押出機2から供給されるゴム材料を成型用口金4へと送り出すギアポンプ3と、そのギアポンプ3内の出口側圧力を検出する圧力センサ11と、を備え、制御装置8は、ギアポンプ3の駆動開始後に圧力センサ11が検出した圧力が所定圧力以上になった時点を基準として、ギアポンプ3を所定時間駆動してから成形ドラム7の回転を開始するように制御を行う。
(もっと読む)
押出成形品の製造方法及び製造装置
【課題】 硬質合成樹脂を円滑に流動させることができると共に,平滑な表面を有する押出成形品を得ることができる押出成形品の製造方法及び製造装置を提供すること。
【解決手段】 押出し成形装置1は,押出機5の先端に配設したダイ2及びサイジング3よりなる。サイジング3は,整形流路部32と,押出方向に向かって拡大した拡大流路部31とを有している。拡大流路部31及び整形流路部32の内壁面311,321は平滑に形成されている。加熱溶融した硬質合成樹脂41を,オリフィス212から押し出し,サイジング3により冷却,固化させ,拡大流路部31において内壁面311を転写して平滑な表面411を形成し,整形流路部32において平滑な表面411を整形して押出成形品4を得る。
(もっと読む)
1 - 18 / 18
[ Back to top ]