
Fターム[4F207AP07]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 速度 (28)
Fターム[4F207AP07]の下位に属するFターム
回転速度(←回転数) (15)
加速度
Fターム[4F207AP07]に分類される特許
1 - 13 / 13
押出し機の口金製作方法および押出し機の口金
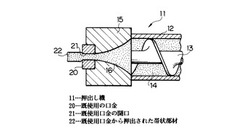
【課題】簡単かつ短時間で押出し機の口金を製作する。
【解決手段】データベースから膨らみ度(口金20の開口21の断面積を開口21の周囲長で除した値)Aが新規口金の膨らみ度Bに最も近似する既使用の口金20を検索して取り出した後、該口金20のスウェル率Cと新規帯状部材の断面積を基に新規口金の開口断面積を求めて新規口金を製作するようにしたので、データベースには既使用口金20の膨らみ度A、スウェル率Cに関するデータが蓄積されていればよく、データの測定および入力が簡単な作業となって口金を簡単かつ短時間で製作することができる。
(もっと読む)
スクリュ式押出機のシミュレーション装置、およびスクリュ式押出機のシミュレーションプログラム

【課題】高精度かつ現実的であり、実験遂行による労力の低減や短期間でのプロセスを構築することができるスクリュ式押出機のシミュレーション装置及びスクリュ式押出機のシミュレーションプログラムを提供する。
【解決手段】押出機の装置構成と運転条件および樹脂物性から、押出機内部の充満率、圧力、温度、固相占有率、滞留時間の分布状態を計算する押出機シミュレーション装置であって、前記押出機内部の前記充満率、前記圧力、前記温度、前記固相占有率及び前記滞留時間から選択される少なくとも一つの物理量を用いて、前記計算実施前に設定した押出材料の粘度、粘度式、比熱、熱伝導率及び密度から選択される少なくとも一つの物理量の変化を演算する手段を備えることを特徴とするスクリュ式押出機のシミュレーション装置。
(もっと読む)
押出成形品の加工装置
【課題】 多種多様な加工を押出成形の過程の中でワークに施すことができる押出成形品の加工装置を提供する。
【解決手段】 押出成形機から押し出されたワークWの移動速度を検出するワーク速度検出手段13と、ワークWを載置するとともに、X方向に進退移動自在なテーブル111と、このテーブル111に設けられ、ワークWの移動を案内するワークガイド14と、X方向に沿って配置され、テーブル111に載置されたワークWに所定の加工を施す加工工具Tを装着するとともに、X,Y,Z方向に移動自在な少なくとも一つの主軸と、前記主軸に装着した工具TによるワークWの加工領域の後に配置され、ワークWを切断するカッタ124を備え、X方向に移動自在なワーク切断手段12と テーブル111をX方向に移動させる駆動手段及び前記主軸をX,Y,Zに移動させる駆動手段とを有する。
(もっと読む)
シート成形装置の制御方法
【課題】タッチロール等を使用するシート成形で、シート厚さの変更を自動化すること。
【解決手段】シート成形下におけるシートの引取速度と、成形されたシートの厚さを各々計測し、シート厚さ変更に際して操作盤55によって入力されたシート厚さを制御装置50に取り込み、制御装置50によって下記演算式に従ってシート厚さ変更後のシートの引取速度を演算し、その演算値によってシートの引取速度を制御する。
Va=Vb(Tb/Ta)
但し、Va:変更後のシート引取速度
Vb:変更前のシート引取速度
Ta:変更後のシート厚さ
Tb:変更前のシート厚さ
(もっと読む)
発泡合成樹脂押出成形の引取速度制御装置
【課題】 サイザーを備えた発泡合成樹脂押出成形においても、所定の断面形状の成形品が得られる押出制御装置を提供する。
【解決手段】 押出成形機のダイスから押し出された発泡成形品をサイザーを通過させ、引取機によって引き取るようにした発泡合成樹脂の押出成形において、サイザーにワーク速度計を設け、引取機に引取速度計を設け、前記引取機には引取機の速度を制御する引取速度制御手段を設けてなる。そして、発泡成形品の所定の形状が得られているときの押出速度を基準値とし、押出速度計が検出した押出速度が基準値から外れて、押出速度が基準値より遅くなった場合には引取機の速度を速め、速くなった場合には引取機の速度を遅くする。さらに、発泡成形品の断面が所定の形状、寸法から外れた場合に、引取速度制御手段により所定の断面形状、寸法が得られる押出速度となるように引取機の速度を決定するものである。
(もっと読む)
毛細管状流路を備えた押出し材
本発明は、押出し処理可能材料であってそれを通る複数の毛細管状流路を有する押出し処理可能材料、および、そのような材料を製造するための装置および方法を提供する。毛細管は、気体、液体または他の相によって占有されてもよい。材料は高い空隙率を有する異方性発泡体であってもよい。方法および装置は、押出し物がダイを出るときに押出し物を急冷することを含む。 (もっと読む)
押出機の押出材温度制御方法および装置
【課題】バッチ間或いは同一バッチで押出材の引取り速度を変更する場合があっても、常に、精度よく目標温度の押出材を得られるようにする押出機の押出材温度制御方法および装置を提供する。
【解決手段】押出材Rが押出機8から押出された時点から温度センサ2により押出材Rの温度を検知する時点までの検知前時間を予め一定時間として設定し、この検知前時間と押出材Rの引取り速度とに基づいて、制御装置7により温度センサ2が押出材Rの温度を検知する検知位置を算出するとともに、サーボモータ4を制御してボールネジ3により温度センサ2を算出した検知位置に移動させる。
(もっと読む)
押出機の押出材寸法制御方法および装置
【課題】バッチ間或いは同一バッチで押出材の引取り速度を変更する場合があっても、常に、精度よく目標寸法の幅の押出材を得られるようにする押出機の押出材寸法制御方法および装置を提供する。
【解決手段】押出材Rが押出機8から押出された時点から寸法センサ2により押出材Rの幅寸法を検知する時点までの検知前時間を予め一定時間として設定し、この検知前時間と押出材Rの引取り速度とに基づいて、制御装置7により寸法センサ2が幅寸法を検知する検知位置を算出するとともに、サーボモータ4を制御してボールネジ3により寸法センサ2を算出した検知位置に移動させる。
(もっと読む)
ゴムシート製造設備のライン加減速制御方法及びゴムシート製造設備のライン加減速制御装置
【課題】製品の品質の低下を防ぎしかも生産効率の向上を図りながら、ライン速度を変化させる。
【解決手段】コードまたはキャンバスの外表面が、押出機によって押し出される未加流ゴムで被覆されたゴムシートを製造するゴムシート製造設備のライン加減速制御方法において、ライン速度を目標ライン速度に変化させるにあたり、ライン速度が目標ライン速度に近づくにつれて、速度変化率を漸次小さくなるようにライン速度を変化させる。
(もっと読む)
加硫ゴムベルトの製造方法及びゴムベルトの押出成形装置。
【課題】製造工程において円筒状金型の不足や滞留が発生することのない加硫ゴムベルトの製造方法並びに該製造方法に使用するゴムベルトの成形装置を提供する。
【解決手段】押出工程、及び後工程として少なくとも加硫工程と脱型工程とを有し、押出成形装置30を使用し、押出速度制御工程を有するものであり、調節部50は、押出速度信号を制御部52に送るものであり、制御部52は押出機のモーター32の回転速度を押出速度信号に基づいて制御して未加硫ゴムベルトの押出速度を制御するものであり、押出速度制御工程は、演算部46から送られる後工程の条件に基づき算出された基準押出速度(Ts)信号と押出速度計測部48にて計測して送られる押出機にて押し出される未加硫ゴムベルトの押出速度(Tp)信号の偏差を調節部50にて検知し、該偏差をなくす信号を制御部52に送る加硫ゴムベルトの製造方法とする。
(もっと読む)
ゴム押出装置及びゴム押出量又は移送量の変動を抑制する方法
【課題】 ゴム押出機のスクリューの回転速度を変化させたときの押出量の変化の応答の遅れによる単位長当たりの押出量の変動を抑制する。
【解決手段】 スクリューの回転数を変化させることで単位時間当たりのゴムの押出量を変化させることが可能なゴム押出機と、そのゴム押出機から押出されたゴムをゴムシートに成型するローラ対と、移送速度を変化させることで単位時間当たりのゴムシートの引出量を変化させることが可能な引出しコンベアとを備えたゴムシート押出装置において、上記重量の変動の測定値に基づいて、速度を変化させるときの補正速度ΔV1及び補正時間ΔT1からなる補正パラメータを設定しておく。その補正パラメータを用いて、速度を変化させるときに、スクリューの回転数を補正する。
(もっと読む)
ゴム押出機のゴム押出速度設定装置
【課題】 複数のゴム押出機の機器間の押出能力のバラツキ及び個々の機器の押出能力の経時的変化を補正する。
【解決手段】 押出速度設定装置20の補正パラメータデータベースには、モータ5の回転速度を標準回転速度R0 としたときのゴム押出機1の新品時の単位時間当たりゴム押出量の測定値Li とその標準値Zとの比である補正パラメータXi が記憶されている。その後にモータ5の回転速度を標準回転速度R0 としたときのゴム押出機1の単位時間当たりのゴム押出量の測定値Yi であった場合は、モータ5の回転速度Ri をR0 ×Xi ×Yi /Li とすることにより、ゴム押出機の機器間の押出能力のバラツキ及び個々の機器の押出能力の経時的変化を補正する。
(もっと読む)
運転中の押出機部品の腐食をモニターするための装置、およびかかる装置の組み込み方法
押出機の選択されたバレル・セクション間への設置に好適なスペーサーは、押出機内の腐食の発生率を評価するのに有用である。かかるスペーサーの配備方法もまた開示される。 (もっと読む)
1 - 13 / 13
[ Back to top ]