
Fターム[4F207AP08]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 速度 (28) | 回転速度(←回転数) (15)
Fターム[4F207AP08]に分類される特許
1 - 15 / 15
医療用チューブの製造装置、製造方法および医療用チューブ
【課題】 一端部の硬さを設定通りにしながら正確な長さの医療用チューブを得ることのできる医療用チューブの製造装置、製造方法および医療用チューブを提供すること。
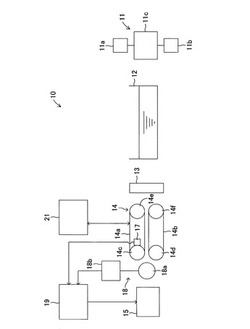
【解決手段】 硬度が変化する医療用チューブTPを製造するための医療用チューブの製造装置10を、成形機11と、引取機14と、エンコーダ17と、分光器18と、切断機15と、切断用コントローラ19とで構成した。成形機11は、硬度と色が異なる二つの成形材料の配合比を一定周期で変化させて硬度および色が一定周期で変化するチューブ16を成形する。エンコーダ17は、引取機14の駆動ローラ14cの回転に応じたパルスを発生し、分光器18は、チューブ16の色の特性を検出して原点を決定する。切断用コントローラ19は、分光器18が色の特性を検出して決定した原点と、エンコーダ17が発生するパルス数に基づいて切断機15を作動させてチューブ16を切断する。
(もっと読む)
高せん断装置及び高せん断方法

【課題】高分子材料の高せん断時に高速回転させるとともに急速な温度変化に迅速に応答して温度制御を行い、効率よくナノレベルに分散及び混合できるようにした高せん断装置及び高せん断方法を提供する。
【解決手段】高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段40と、内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサー44と、内部帰還型スクリューの回転数を検出する回転数センサー60と、トルクセンサー44と回転数センサー60で検出したトルク及び回転数に応じて冷却手段40によって高分子材料の温度を制御する冷却温度制御手段45とを備えた。
(もっと読む)
データ解析装置、それを用いた製造装置、データ解析方法、そのコンピュータ・プログラムおよびそのプログラムを記録した記録媒体
【課題】早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能なデータ解析装置を提供すること。
【解決手段】第1要因分析部22は、第1マハラノビス距離計算部21によって計算されたマハラノビスの距離MD1の増加要因となる評価特性データを要因分析によって特定する。第2要因分析部24は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2の増加要因となる製造パラメータデータを要因分析によって特定する。そして、製造パラメータ項目調整部25は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2が減少するように、第2要因分析部24によって特定された製造パラメータ項目を調整する。したがって、早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能となる。
(もっと読む)
押出成形装置
【課題】成形材料の押出機から成形型への供給量を短時間にて且つ高精度にて調整することが可能であり、これにより押出機にギヤポンプ機構を設けることなく、成形品の成形精度を十分に高めることが可能な押出成形装置を提供する。
【解決手段】押出機10のシリンダ11の成形型1側の端部近傍にシリンダ内圧検出装置15が設けられている。外径制御装置3は、外径検出装置2による成形品Fの外径検出値と目標外径とを比較し、シリンダ内圧制御装置5は、この外径の比較結果に基づいて目標シリンダ内圧を設定し、シリンダ内圧検出装置15の検出値とこの目標シリンダ内圧とを比較し、回転数制御装置4は、このシートパッド内圧の比較結果に基づいてモータMの目標回転数を設定し、回転数検出装置14によるモータMの回転数検出値に基づき、該モータMの回転数が目標回転数となるように該モータMを制御する。
(もっと読む)
生地押出装置
【課題】生地押出装置から押し出される生地の搬送過多もしくは搬送過少を未然に防止し、均一な径や長さの棒状成形物、均一な大きさの球状成形物等を得るようにする。
【解決手段】駆動モータ5の回転駆動によりスクリューコンベア6a,6bが回転することで生地Pを混練しながら押出供給するようにした生地押出装置2を形成する。該生地押出装置2には、生地Pの押出速度を検出し、それによって所定の押出速度になるように駆動モータ5の回転数を制御する押出速度制御機構3を備える。押出速度制御機構3は、検出された生地Pの押出速度を信号化してから駆動モータ5にフィードバックして当該駆動モータ5の回転数を制御可能にする。押出速度制御機構3は、押し出た生地Pが載って摩擦回転する搬送ローラ10a,10bに取り付けたエンコーダ11と、パルストランスデューサ12と、駆動モータ5に接続したインバータ13とによって構成する。
(もっと読む)
光学フィルム
【課題】フィルム内の気泡やフィルム表面の微小凸欠点が極めて少なく、偏光フィルムの基材としての低位相差フィルムや液晶表示装置用の位相差フィルムとして使用する場合に表面性や均質性が良好である光学フィルムを提供する。
【解決手段】エチレン単位と環状オレフィン単位からなる共重合体であり、かつガラス転移温度が100〜180℃の範囲にある非晶性ポリオレフィンからなる光学フィルムであって、下記(i)〜(iv)を満足。(i)光学フィルムの厚みが1〜60μmである。(ii)光学フィルムの厚みムラが5%未満である。(iii)光学フィルム内に存在する長径が100μm以上の気泡が1個/m2以下である。(iv)光学フィルム表面に存在し、フィルム長手方向の長さが100〜300μm、フィルム幅方向の長さが50〜200μm、高さが0.5〜3.0μmの形状をもつ微小凸欠点が5個/m2以下。
(もっと読む)
押出機、スラストベアリングの寿命予測方法および寿命予測方法
【課題】押出機を煩雑な構成にすることなく、スラストベアリングの寿命を予測する。
【解決手段】押出機(1)が稼働中のスラストベアリング(7)の回転速度Vおよびスラスト荷重Wを検知し、それらに対応する予測寿命値P(V,W)で標準化寿命値Tを除算した寿命要素e(V,W)を求め累積加算して累積値Eを求め、標準化寿命値Tに対する累積値Eの比または差を求め、スラストベアリングの残存寿命を判定する。
【効果】標準的な押出機の構成で、スラストベアリングの寿命を予測できる。
(もっと読む)
混練押出機の起動装置及び起動方法
【課題】 混練押出機の主電動機の起動に必要とされる始動電流を大幅に低減する。
【解決手段】本発明の混練押出機2の起動装置1は、混練スクリュ4を駆動回転させる主電動機3に対して設けられ、主電動機3とは別に主電動機3の動力軸7を介して混練スクリュ4を駆動回転させる起動用電動機8を有する駆動手段9を備えており、起動用電動機8は定格出力が主電動機3よりも小さいものであり、駆動手段9は、主電動機3を起動する時に、混練スクリュ4の回転速度をゼロから通常の運転速度に至る途中の状態まで予め加速させておくべく、起動用電動機8の動力を増幅して動力軸7に伝達する加速動力伝達部12を有していることを特徴とするものである。
(もっと読む)
混練押出機の起動装置、混練押出機、及び混練押出機の起動方法
【課題】 混練押出機の主電動機に対する起動の作業性や安全性を改善する。
【解決手段】本発明の混練押出機2の起動装置1は、スクリュ部5に設けられた混練スクリュ4を駆動回転させる主電動機3に対して起動用減速機11を介して動力伝達可能に設けられると共に主電動機3とは別に混練スクリュ4を駆動回転させる起動用電動機8と、主電動機3と起動用電動機8との間で動力伝達を自動的に切断するクラッチ部9と、クラッチ部9で動力伝達が切断されなかった場合に主電動機3を停止させる保護手段10と、を備えていることを特徴とするものである。
(もっと読む)
樹脂フィルムの製造方法
【課題】表面に凹凸形状が形成され、かつ光学歪の小さい樹脂フィルムの製造方法を提供することである。
【解決手段】溶融した透明樹脂をダイ2からフィルム状に押出し、ゴムロールまたは金属弾性ロールからなる第1冷却ロール3と、外周面に凹凸形状が形成された金属ロールからなる第2冷却ロール4との間に挟み込んで第2冷却ロール4の前記凹凸形状を転写し、第2冷却ロール4に巻き掛けた後、引取りロール6により引取って、表面に凹凸形状が形成された樹脂フィルム11を製造する方法であって、第1冷却ロール3の周速度(R1)と第2冷却ロール4の周速度(R2)との速度比(R1/R2)を0.985〜1.015とし、かつ第2冷却ロール4の周速度(R2)と引取りロール6の周速度(Rp)との速度比(Rp/R2)を0.970〜0.995とする。
(もっと読む)
ポリマー材料の加工装置と方法
本発明は、第1スクリュー1と第2スクリュー2とを備え、第2スクリュー2が第1スクリュー1よりも長い、ポリマー材料を加工するための、特に押出機として形成された装置3に関する。両スクリュー1、2の各々について、回転方向および/または回転速度が互いに独立して調節可能である。その際、スクリュー1、2の駆動は反対向きに行われる。この場合、両スクリュー1、2はかみ合わないで、単に接するように並べて配置されている。それによって、第1領域から第2領域への移行領域において少ないコストで圧力と脈動のない流れを生じることができ、同時に均質性および品質に対する所望な要件を満たすことができる。スクリュー回転数を別々に調節可能であると同時に、材料特有の適合がなされることによって、滞留時間と可塑化能力を変更することができる。  (もっと読む)
(もっと読む)
2軸押出機用駆動装置及びその駆動方法
【課題】 要求される出力を主モータと副モータで分割し、押出機としての低容量運転域での効率を上げ、ランニングコストを抑える。
【解決手段】 2軸押出機に用いられる2軸押出機用駆動装置において、主モータ12と該主モータと異なる副モータ11とを直列接続して、減速装置13に駆動力を伝達するように構成した。
(もっと読む)
ゴム押出機及びそのゴム滞留検出方法
【課題】スクリュー式のゴム押出機内にゴムが滞留していることを確実に検出する。
【解決手段】ホッパー14に設けられたゴム供給センサ(受光素子24)の出力からホッパー14内をゴム31が通過したことが検知されると、タイマー4のスタート、及びスクリュー12の回転数をカウントする回転数カウンタ5のカウントを開始する。タイマー4が所定時間カウントしたときに、回転数カウンタ5のカウント値が規定回転数に達していなければ、シリンダ11内にゴムが滞留していると判断する。
(もっと読む)
ローラヘッド押出機の制御方法
【課題】押出圧力に変動が生じやすいテーパ2軸押出機において、押出成形されるシートのエッジ部分に乱れが生じにくい、ローラヘッド押出機の制御方法を提供すること。
【解決手段】予め設定した、ローラヘッド4の回転速度と、該ローラヘッド4の回転速度に対するテーパスクリュ3の回転速度の速度比と、該速度比のときのバンク5内の圧力を基準にしたバンク5内の圧力範囲を記憶し、記憶したローラヘッド4の回転速度と、ローラヘッド4の回転速度に対するテーパスクリュ3の回転速度の比から算出したテーパスクリュ3の回転速度によって自動運転を開始し、バンク5内の圧力が、前記バンク5内の圧力範囲を超えたときに速度比を変更し、バンク5内の圧力が、バンク5内の圧力範囲に復帰したとき、当初の速度比に戻して、押出材料を押出成形するようにする。
(もっと読む)
表面に微細な凸形状を有するポリカーボネート樹脂シートの製造方法および表面に微細な凸形状を有するポリカーボネート樹脂シート
【課題】プロジェクションテレビ等のシート用やモアレ現象を利用した装飾表示板等に有用な表面に微細な凸形状を有するポリカーボネート樹脂シートNの溶融押出方法を提供する。
【解決手段】第1ロール2として鏡面ロールおよび第2ロール3として型付ロールを第2ロールが引取ロール側になるように配置し、溶融押出されたシート状のポリカーボネート樹脂を当該2本のロールの間に挟持押圧し、このシートを引き取り、シート表面が微細な凸形状を有するシートを製造するに当たり、(i)型付ロールとしてロール表面に底面積が0.00785〜0.785mm2、最大深さが0.005〜0.5mmの微細な凹形状をロール表面の単位面積{2.54cm×2.54cm(1インチ×1インチ)}当り30〜80%の範囲で彫刻したロールを使用し、(ii)第1ロールの線速度V1と第2ロールの線速度V2との比率(V1/V2)を0.60〜0.95にする。
(もっと読む)
1 - 15 / 15
[ Back to top ]