
Fターム[4F207KL52]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | 材質 (28)
Fターム[4F207KL52]に分類される特許
21 - 28 / 28
ダイプレート
水中ペレタイザ用の中実フェースダイプレートは、高摩耗性材料の硬質耐磨耗性要素を保持し、押出オリフィスがポリマーを押し出すために開口している円形スロットを有するキャリアまたは保持プレートを含む。中実フェースダイプレートは、キャリア内に硬質耐磨耗性要素を埋め込むことでダイプレートの中央部に断熱材料またはプラグ材料を備える必要性をなくし、磨耗寿命をより長くするために硬質耐磨耗性の縁部を保護する。 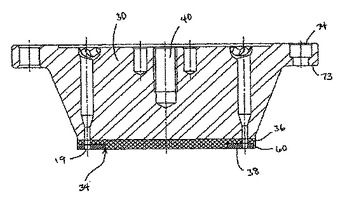 (もっと読む)
(もっと読む)
Tダイ

【課題】リップ部の耐摩耗性や耐食性を確保するのに際して、成形物に異物の混入やスジの発生を招いたり、徒にコスト高となったりすることがなく、そしてたとえ長尺のTダイであってもリップ部に撓みや歪みが生じるのを抑えることができて、これによりムラのない高い膜厚精度の成形物を製造することが可能な長寿命のTダイを提供する。
【解決手段】 ダイ本体1に形成されたスリット4の開口端縁にリップ部7,8が設けられて、スリット4を通して供給される加熱された溶融材料をリップ部7,8から吐出するTダイであって、ダイ本体1を鋼材により形成するとともにリップ部7,8は超硬合金により形成し、これらダイ本体1を形成する鋼材とリップ部7,8を形成する超硬合金とを略等しい熱膨張係数とする。
(もっと読む)
光触媒法用の成形型を製造するためのゾル−ゲル法
本発明は光触媒反応に使用される成形型(2)を製造するためのゾル−ゲル法に関する。本発明はまた、工業的な引抜き法、押出し法、及び成形法に関し、その際、本発明によるゾル−ゲル法を用いて製造された成形型(2)の使用が構想される。本方法は、ゲル化されたゾルを提供し、溶剤の抜出しによりゲルを乾燥させ、次いで加熱によりゲルを高密度化/焼結させて、紫外線を透過させることが可能なガラス質の粘稠度を有する透明な成形型(2)を形成させる。  (もっと読む)
(もっと読む)
ポリフェニレンエーテル系樹脂製フィルム及びその製造方法
【課題】耐熱性と難燃性に優れ、ダイラインがなく、かつ表面平滑性に優れたポリフェニレンエーテル系樹脂製フィルムを成形することができ、めやにの発生がなく、長期生産安定性に優れるフィルムの製造方法を提供する。
【解決手段】ポリフェニレンエーテル系樹脂又は樹脂組成物を溶融押出してフィルムを製造する方法において、溶融樹脂が接触するダイス面を貴金属、ポリマー及びカーボン系材料からなる群から選ばれる少なくとも1種以上で被覆したダイスを用いる方法及び係る製造方法により得られるポリフェニレンエーテル系樹脂製フィルム。
(もっと読む)
ゴムローラ押出し成形方法及び押出し製造装置

【課題】 ゴムローラ用未加硫のゴム組成物の押出し成形方法において、高粘度のゴム材を高速で安定して成形し、且つベントアップも起きない押出し成形方法及び製造装置を提供することを目的としている。
【解決手段】上記した目的は、ゴムローラ用ゴム組成物の押出し成形方法において、ダイス先端部内面がフッ素樹脂コーティング加工を施したものであることを特徴とする押出し成形方法により達成される。
(もっと読む)
Tダイ及びそれを用いた熱可塑性樹脂フィルムの製造方法
【課題】 本発明の目的は、生産性に優れた押出成形法により厚み精度が非常に高く、ダイラインのない樹脂フィルムを得ることを可能とするTダイ及び熱可塑性樹脂フィルムの製造方法を提供することにある。
【解決手段】 少なくともリップランド部下流側からリップにかけてタングステンカーバイドを主成分とした超硬合金により表面処理され、該処理部の上流側がこれ以外の金属によりメッキ処理されてなる熱可塑性樹脂の押出成形に用いるTダイであって、リップクリアランスをR1、タングステンカーバイド処理部とメッキ処理部の継ぎ目のクリアランスをR2としたときに、R2/R1が1.5以上であることを特徴とするTダイ。
(もっと読む)
ポリ乳酸系樹脂発泡シートの製造方法
【課題】 本発明は、連続気泡率が低くてポリ乳酸系樹脂の本来有する生分解性を維持し且つ外観性に優れたポリ乳酸系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリ乳酸系樹脂発泡シートの製造方法は、ポリ乳酸系樹脂発泡シートを押出発泡にて製造するポリ乳酸系樹脂発泡シートの製造方法であって、サーキュラ金型の出口部に形成された円環状の樹脂流路は、上記押出機側の一定径を有する第一樹脂流路部と、この第一樹脂流路部に連通して押出方向に向かって徐々に樹脂流通断面積を狭めながら拡径する第二樹脂流路部とからなり、この第一、第二樹脂流路部との連設部及び第二樹脂流路の表面が、窒化チタン、炭化チタン又は炭窒化チタンからなる被覆層で被覆されており、剪断速度300〜8000sec-1で押出すことを特徴とする。
(もっと読む)
マイクロ波エネルギーを用いた医療デバイスを製造する方法および装置
バルーン型カテーテルをモールド成形するための装置(20)および方法が開示されている。このバルーン(34)は、所望のバルーンの形状を有する内部キャビティ(46)を備えたモールド内にポリマーチューブ(36)を供給することによりモールド成形されうる。ジャイロトロン(124)により生成されうるマイクロ波エネルギーは、モールドに案内され、モールドを加熱することなくポリマー材料を加熱しうる。いったん加熱されると、加圧流体が、ポリマーチューブの中に注入され、内部キャビティに対してポリマー材料を膨らませうる。ここで、このポリマー材料は、冷却されてバルーンを形成してもよいし、または、さらなるマイクロ波エネルギーにより熱セットされ、冷却されて、バルーンを形成してもよい。一つの実施形態によれば、医療デバイスを形成するために、モールドなしでもマイクロ波エネルギーを用いうる。押出成形製品を形成する丁度前に押出成形装置のチップ・ダイユニット内でポリマー原材料を加熱するためにマイクロ波エネルギーを用いるポリマー押出成形装置が開示されている。また、一つの実施形態において冷媒を通過させる冷却用チューブ部材をさらに備えうる冷却用バス機構が開示されている。また、マイクロ波式押出成形装置のためのポリマー原材料として用いるためにポリマー円板部材を調製するための装置が開示されている。また、ポリマー押出成形品に配向特性を付与するために、ポリマー円板部材、ダイチップ、ダイ、または、これらを組み合わせたものを相互に接続し、回転するための装置が開示されている。 (もっと読む)
21 - 28 / 28
[ Back to top ]