
Fターム[4F208AA23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリオキシメチレン系(←ポリアセタール) (8)
Fターム[4F208AA23]に分類される特許
1 - 8 / 8
押出ブロー成形用の高耐衝撃性ポリオキシメチレン
【課題】本発明の目的は、ポリオキシメチレンをベースとする成形用組成物を使用して、押出ブロー成形によってVOCまたは圧縮ガス用の容器を製造する方法であって、均一な押出挙動およびパリソンの垂れ下がり低減が認められ、均一な壁厚および十分な衝撃特性を有する容器が得られる方法を提供することである。
【解決手段】十分な押出性を示し、かつ押出ブロー成形プロセスにおける十分に形状が均一なパリソン、十分な耐衝撃性、ならびに揮発性有機化合物および圧縮ガスに対して十分な低透過性を生じる、ポリオキシメチレンをベースとする成形用組成物は、少なくとも1種のポリオキシメチレン、少なくとも1種の熱可塑性エラストマー、および少なくとも1種のカップリング剤を含む組成物によって得ることができる。
(もっと読む)
真空成形方法および成形体
【課題】
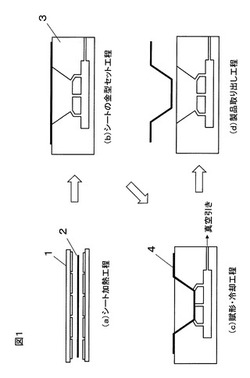
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
ブロー成形品

【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
ポリオキシメチレンポリマーから成形部材を製造する方法
本発明は、ブロー成形によりポリオキシメチレンポリマーから成形部材を製造するための方法に関し、本方法では、ねじ切りされた供給ゾーンを有する押出機によりポリオキシメチレンポリマーを押出成形してチューブにし、ここで供給ゾーンを100〜230℃の範囲の温度に加熱し、押出成形されたポリオキシメチレンポリマーのチューブをブロー成形型に入れ、押出成形されたチューブから、ブロー成形で成形部材を製造する。 (もっと読む)
燃料タンクを製造する方法
2つの型堀り部と1つの芯部とを備える成形型を使用してパリソンを成形することによって、少なくとも1つの連通構成要素が装備されたプラスチック燃料タンク(10)を製造するための方法および装置であって、前記方法が、パリソンを型堀り部に押圧して、このパリソンにポケット(30)を形成する工程を含み、連通構成要素が、連通構成要素の側壁の少なくとも一部分をポケット(30)の側壁の少なくとも一部分に溶接することによってこのポケット(30)に締結される。 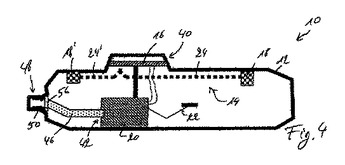 (もっと読む)
(もっと読む)
プレス加工機およびそれを用いたひだ付きカップ製造方法
【課題】 ひだ付きカップ側面が開くことなく、かつ溶融や詰まりを起こさずに効率よくひだ付きカップを製造できる方法と、その方法の実施に用いるプレス加工機とを提供する。
【解決手段】 図1に示す通り、本発明のプレス加工機は、雌型3の下方にひだ付きカップ半成形品保持部材9が取り付けられている。このプレス加工機を用いた製造方法では、ひだ付きカップ半成形品の保持数を前記従来技術と比較して多くできるため、その分プレス加工機内におけるひだ付きカップ半成形品保持時間を長くできる。結果として、押出部によりひだ付きカップ半成形品を雌型縦孔内で押さえつける時間が短くて済み、従来技術と比較してきわめて高い製造効率が得られる。また、ひだ付きカップ製造時の加熱温度を低めにしても効率よく製造することができるため、特に熱による溶融や変質を起こしやすい生分解性プラスチック製ひだ付きカップの製造に役立つ。
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 透明性に優れかつ透明性の変動が少なく、成形時のアセトアルデヒドの生成が抑制され、安定した口元寸法精度を持ち、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、成形機内での溶融樹脂温度が260〜295℃、成形機内での溶融滞留時間が10〜500秒の条件で、前記ポリエステルの少なくとも2種間の極限粘度の差が0.05〜0.30デシリットル/グラムであり、少なくとも一種のポリエステルの総末端基数に対する末端カルボキシル基濃度が7〜30%であるポリエステル組成物を混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
1 - 8 / 8
[ Back to top ]