
Fターム[4F208AH47]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 建築設備 (86) | 構造材料、外装(←柱、梁、コンクリート、補強筋) (13)
Fターム[4F208AH47]に分類される特許
1 - 13 / 13
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
真空成形用化粧シート

【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、100℃で15分間の加熱後の加熱収縮率が3.2%以下であり、かつ該ポリエステルフィルムの引張弾性率が1000〜3500MPaであることを特徴とする真空成形用化粧シートである。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材2上に装飾層3、接着層4、及び透明樹脂層5をこの順に積層してなる真空成形用化粧シート1であって、基材2がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該装飾層3を構成するインキにおける樹脂固形分に対する顔料の比率が0.3〜1.5であることを特徴とする真空成形用化粧シートである。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリエステルフィルムからなり、透明樹脂層がポリオレフィンフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、かつ100℃で15分間の加熱後の加熱収縮率が3.2%以下であることを特徴とする真空成形用化粧シートである。
(もっと読む)
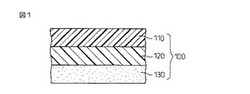
ブロー成形品用芯材
【課題】大きな外的衝撃力が作用しても、シート材が芯材から剥がれることのないブロー成形品を提供する。
【解決手段】芯材と、芯材の外周面に密着させた樹脂製シート材と、からなるブロー成形品における前記芯材(100)であって、外周面には、樹脂製シート材を構成する樹脂が局部的に貯留される樹脂溜まり部(110)が形成されている。
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 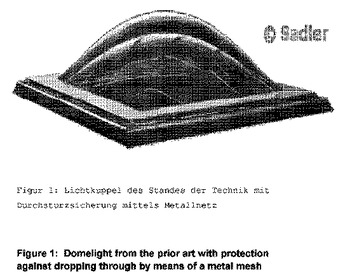 (もっと読む)
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
天然素材模様転写樹脂パネル
【課題】小型軽量化および意匠性、見栄えに優れ、天然素材模様を美しく再現した、付加価値と商品価値の高い天然素材模様転写樹脂パネルを提供する。
【解決手段】真空成形金型によって成形、小型化され、2次加工不要の天然素材模様及び創作デザインを転写した、美しい天然素材模様転写樹脂パネル。
(もっと読む)
成型用積層ポリエステルフィルム
【課題】低い温度および低い圧力での成型性、透明性、耐溶剤性、形態安定性(熱収縮特性、厚みむら)に優れ、さらに耐衝撃性に優れる、成型用積層ポリエステルフィルムおよびその製造方法を提供する。
【解決手段】ポリエステルA層の両面に、ポリエステルB層を積層してなる二軸配向積層ポリエステルフィルムであって、A層およびB層はいずれも、共重合ポリエステル、あるいは共重合ポリエステルおよびホモポリエステルを構成成分とし、該共重合ポリエステルが、(a)芳香族ジカルボン酸成分と、エチレングリコールと、分岐状脂肪族グリコール又は脂環族グリコールを含むグリコール成分から構成される共重合ポリエステル、あるいは(b)テレフタル酸及びイソフタル酸を含む芳香族ジカルボン酸成分と、エチレングリコールを含むグリコール成分から構成され、A層の融点(TmA:℃)とB層の融点(TmB:℃)が下記式(1)及び(2)を同時に満足し、積層ポリエステルフィルムは、A層およびB層ともに配向構造を有し、150℃における熱収縮率が長手方向及び幅方向ともに6.0%以下であり、幅方向の厚み変動率が10%以下であることを特徴とする真空成型、圧空成型もしくは金型成型のいずれかに用いられる成型用積層ポリエステルフィルム。
240>TmB>TmA>200 ・・・(1)
50>TmB−TmA>5 ・・・(2)
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体7を、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽6に供給し、加熱槽内に設置された、該長尺成形体の側面及び底面にフィットするガイドロールで保持しながら移送してアニールすることを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
衝撃吸収体
【課題】対応し得る衝撃の幅が大きく、衝撃が人体に及ぼす影響を軽減でき、かつ斜めからの衝撃に対しても衝撃吸収性能が低下しない、熱可塑性樹脂のブロー成形体からなる衝撃吸収体。
【解決手段】後壁3に前壁2に向けて窪ませた截頭円錐形の凹状リブ5が形成されている。凹状リブ5の先端は前壁2の近傍に達し、前壁2に凹状リブ5の受け部が形成されている。受け部は前壁に向けて窪ませた環状の凹部6であり、凹部6は凹状リブ5の先端の周囲に配置されている。凹部6の先端6aは、凹状リブ5の先端5aの高さとほぼ同一又はそれより深く形成されている。ブロー成形体は密封されていることが望ましい。
(もっと読む)
熱成形用積層シートの成形方法
【課題】 金属調の光沢を有する装飾層による高い光沢値を活かして装飾性に優れる成形品を得ることが可能な熱成形用積層シートの成形方法を提供する。
【解決手段】 半硬化状態のトップコート層(A)と、熱可塑性フィルム層(B)と、
金属薄膜層または金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層(C)と、支持基材層(D)とがこの順に積層された熱成形用積層シートを、表面に凹凸からなる模様を付けた金型を用いてプレス成形し、前記金型表面の模様を前記トップコート層に転写しつつ前記トップコート層を熱硬化させる。
(もっと読む)
1 - 13 / 13
[ Back to top ]