
Fターム[4F208AJ01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 装置又は装置部材の材料の特徴 (198) | 材質の特徴 (108)
Fターム[4F208AJ01]の下位に属するFターム
金属 (38)
樹脂 (33)
ゴム(←シリコーンゴム) (22)
セラミックス、ガラス (9)
配合物 (1)
Fターム[4F208AJ01]に分類される特許
1 - 5 / 5
表皮材の貼り付け方法
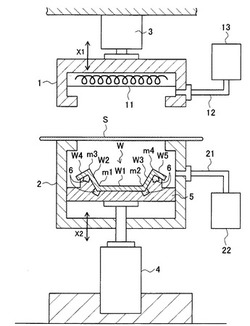
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
ポリカーボネート樹脂成形体の製造方法、ポリカーボネート樹脂成形体、防眩製品および防護製品
【課題】 ポリカーボネート樹脂シートに保護フィルムを貼り合わせたままで熱曲げ成形しても良好な外観を有するポリカーボネート樹脂成形体の製造方法を提供すること。
【解決手段】 ポリカーボネート樹脂シートまたはポリカーボネート樹脂層を基材に形成した積層体の少なくとも片面に保護フィルムを貼り合わせる工程、
裁断または打ち抜きにより形状加工する工程、
加熱しながら曲げ加工する工程、を含むポリカーボネート樹脂成形体の製造方法で、
前記保護フィルムが、105℃以上130℃以下の融解ピーク(A)および160℃以上175℃未満の融解ピーク(B)の少なくとも2つの融解ピークを有し、これら融解ピークの面積比[(A)/(B)]が35/65以上80/20以下であるポリカーボネート樹脂成形体の製造方法。
(もっと読む)
木質型を用いた成形品の製造方法

【課題】繰り返し使用でき、精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型を用いた成形品の製造方法を提供する。
【解決手段】1)木質繊維材10の型材本体部11に、表側周縁に平面を維持した状態で、仕上げ代を残した窪み凹部19の粗彫りを行い、2)粗彫りの上に第1の熱硬化性樹脂を塗布して硬化させ、3)硬化させた粗彫りの表面の仕上げ加工彫りを行い、4)この表面に第2の熱硬化性樹脂を塗布して表面を硬化させ、5)底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する複数の真空孔20を形成し、6)窪み凹部19に離型促進樹脂をコーティングして製造した木質型の上に加熱した平面状の熱可塑性樹脂シート33を配置し、真空室23内を減圧し、窪み凹部19に吸着させた後、熱可塑性樹脂シート33を木質型によって降温させて成形品を製造する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
成形型及び成形方法
【課題】簡便に作成することができ、軽量且つ廉価な成形型を提供する。
【解決手段】成形型10は、複数の段ボール12が積層されたベース部14と、該ベース部14に設けられ、成形品の表面形状に合わせて膨らんだ成形面16とを有する。複数の段ボール12は、それぞれの中しん22の段24が同方向に延在するように積層され、成形面16は、段24の延在する方向に向かって窪んでいる。成形面16には樹脂層30が設けられている。樹脂層30には、段24の隙間26に連通する孔32が設けられている。孔32は隙間26を通じて成形面16から反対側の下面に連通している。孔32及び隙間26を介して吸気をしながらワークの成形をする。
(もっと読む)
1 - 5 / 5
[ Back to top ]