
Fターム[4F208AJ03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 装置又は装置部材の材料の特徴 (198) | 材質の特徴 (108) | 樹脂 (33)
Fターム[4F208AJ03]の下位に属するFターム
FRP
Fターム[4F208AJ03]に分類される特許
1 - 20 / 33
型、型押し機、型押し品の製造方法
熱成形装置及びその温調ユニット
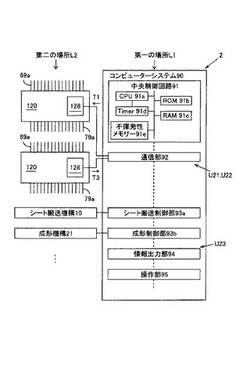
【課題】熱成形装置において加熱部への配線を少なくすることを課題とする。
【解決手段】熱成形を制御する主制御部2が設けられた第一の場所L1とは別の第二の場所L2に温調ユニット100が設けられ、この温調ユニット100は、温度検出部(69)毎の温度目標T1を入力する温度目標入力手段U11と、複数の加熱部(79)を駆動する駆動出力部U12と、加熱部(79)毎の温度検出部(69)で検出される検出温度T2を入力するための検出温度入力部U13と、加熱部(79)毎に入力対象の温度検出部(69)から検出温度入力部U13へ入力される検出温度T2を前記入力された温度目標T1に近付けるように駆動出力部U12から制御対象の加熱部(79)への出力を制御する温度制御手段U14とを備える。
(もっと読む)
樹脂シート連続熱成形用型とその製造方法及び樹脂成形体の製造方法並びに樹脂成形体

【課題】安価に製造でき、樹脂シートの連続熱成形時にも過度の温度上昇を生じることなく、寸法精度に優れた樹脂成形体を製造でき、繊維片や木屑が発生しない熱成形用型の提供。
【解決手段】熱硬化性樹脂を含み、密度が0.85〜1.60g/cm3の範囲内であり、熱伝導率が0.30W/mK以上であることを特徴とする樹脂シート連続熱成形用型。この樹脂シート連続熱成形用型を熱成形装置にセットし、加熱した樹脂シートを樹脂シート連続熱成形用型によって熱成形し、目的形状の樹脂成形体を得ることを特徴とする樹脂成形体の製造方法。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
光線を閉じ込めるロック室を装備した、中空体半製品の光線による処理ユニット
合成樹脂材料製中空体の半製品(2)の処理ユニット(1)であり、本処理ユニットは、中で半製品(2)が長手方向に走行する筐体(13)と、筐体(13)の少なくとも片側に配置される複数の電磁光線源(15)と、筐体(13)に隣接する少なくとも1つのロック室(16)とを備え、ロック室は、電磁光線を通さず、半製品(2)の行程と局地的に重なる軌道を回る可動式防護板を装備し、2枚の防護板(41)が、2枚ごとに、少なくとも1つの半製品(2)の受容領域(43)を規定する。 (もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 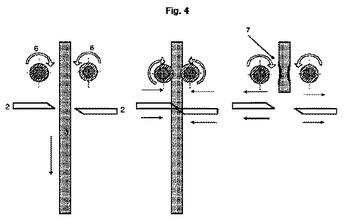 (もっと読む)
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
ポリカーボネート樹脂成形体の製造方法、ポリカーボネート樹脂成形体、防眩製品および防護製品
【課題】 ポリカーボネート樹脂シートに保護フィルムを貼り合わせたままで熱曲げ成形しても良好な外観を有するポリカーボネート樹脂成形体の製造方法を提供すること。
【解決手段】 ポリカーボネート樹脂シートまたはポリカーボネート樹脂層を基材に形成した積層体の少なくとも片面に保護フィルムを貼り合わせる工程、
裁断または打ち抜きにより形状加工する工程、
加熱しながら曲げ加工する工程、を含むポリカーボネート樹脂成形体の製造方法で、
前記保護フィルムが、105℃以上130℃以下の融解ピーク(A)および160℃以上175℃未満の融解ピーク(B)の少なくとも2つの融解ピークを有し、これら融解ピークの面積比[(A)/(B)]が35/65以上80/20以下であるポリカーボネート樹脂成形体の製造方法。
(もっと読む)
木質型を用いた成形品の製造方法
【課題】繰り返し使用でき、精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型を用いた成形品の製造方法を提供する。
【解決手段】1)木質繊維材10の型材本体部11に、表側周縁に平面を維持した状態で、仕上げ代を残した窪み凹部19の粗彫りを行い、2)粗彫りの上に第1の熱硬化性樹脂を塗布して硬化させ、3)硬化させた粗彫りの表面の仕上げ加工彫りを行い、4)この表面に第2の熱硬化性樹脂を塗布して表面を硬化させ、5)底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する複数の真空孔20を形成し、6)窪み凹部19に離型促進樹脂をコーティングして製造した木質型の上に加熱した平面状の熱可塑性樹脂シート33を配置し、真空室23内を減圧し、窪み凹部19に吸着させた後、熱可塑性樹脂シート33を木質型によって降温させて成形品を製造する。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
真空圧空成形露光装置及び露光方法
【課題】本発明は、複雑な立体形状を有する金型であっても、密着性のよいフォトマスクが容易に作成でき、しかも繰り返し露光を可能とする再現性の高い位置決め精度を有する露光装置を提供することを目的とする。
【解決手段】熱間プレス成形用金型の表面に成膜したレジスト膜に、露光により所定のパターンを転写する真空圧空成形露光装置であって、レジスト膜が表面に成膜された成形用金型を気密に収容する気密容器と、前記成形用金型を載置する台座と、所定のパターンが形成されたシートを加熱して軟化する加熱機構と、軟化したシートを金型に被せた際にシート下面を台座に吸着させる吸引部と、前記吸引部に接続された吸引機構と、軟化したシートを前記成形用金型に吸着させた状態で当該シートにおける前記パターンをレジスト膜に露光する露光機構と、前記気密容器内を加圧する気体を供給する気体供給部と、を有していることを特徴とする。
(もっと読む)
真空成形装置
【課題】成形型の型面に向けて表皮材を真空吸引して成形する真空成形装置において、成形型にクラックが発生することを防止する。
【解決手段】成形型12の型面14に向けて表皮材30を真空吸引して成形する真空成形装置10であって、成形型12は、細粒状の金属材料を樹脂で固めたものであり、成形型12の型面14とは反対側の下面側は、支持部材18によって支持されている。支持部材18は、成形型12の下面に設けられた受け部材50と連結している。支持部材18の上端部には、受け部材50を吸着することのできる磁石51が設けられている。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
乳酸系ポリマーを含む多層シートおよび成形品
【課題】透明性、耐熱性および生産性に優れた乳酸系ポリマー組成物を含む多層シート、該多層シートからなる成形品および該成形品の生産性に優れた製造方法を提供すること。
【解決手段】本発明の多層シートは、乳酸系ポリマー及び有機結晶核剤を含む結晶化可能な乳酸系ポリマー組成物からなる層(X)を少なくとも1層と、非晶性の乳酸系ポリマーを含む層(Y)を少なくとも2層とを有する多層シートであって、該多層シートの両側の最外層が前記層(Y)であり、該有機結晶核剤が、110℃でのポリ乳酸に対する溶解度が1.0×10-5以上である少なくとも1種のエチレンビスカルボン酸アミドを含む。
(もっと読む)
プラスチックボトル及びその製造方法
【課題】ブロー成形型を短時間で且つ安価に作製することができて、試作用のプラスチックボトルを迅速に製造することができると共に試作の費用を低減することができ、また軽量で且つ熱伝導性の低いブロー成形型を用いることにより、作業性良好に試作用のプラスチックボトルを容易に製造することができるプラスチックボトルの製造方法を提供する。
【解決手段】プラスチックボトルのモデル型1の外形寸法のデータに基づいて、発泡性樹脂のブロック2を切削して、モデル型1の外形と雄・雌が逆の成形面3を発泡性樹脂のブロック2に加工することによって、ブロー成形型4を作製する。このブロー成形型4に軟化した熱可塑性樹脂のパリソン5を挿入すると共にパリソン5に空気を吹き込むことによって、ブロー成形型4の成形面3で成形して試作用のプラスチックボトル6を製造する。
(もっと読む)
成形型及び成形方法
【課題】簡便に作成することができ、軽量且つ廉価な成形型を提供する。
【解決手段】成形型10は、複数の段ボール12が積層されたベース部14と、該ベース部14に設けられ、成形品の表面形状に合わせて膨らんだ成形面16とを有する。複数の段ボール12は、それぞれの中しん22の段24が同方向に延在するように積層され、成形面16は、段24の延在する方向に向かって窪んでいる。成形面16には樹脂層30が設けられている。樹脂層30には、段24の隙間26に連通する孔32が設けられている。孔32は隙間26を通じて成形面16から反対側の下面に連通している。孔32及び隙間26を介して吸気をしながらワークの成形をする。
(もっと読む)
熱可塑性樹脂板の熱変形方法
【課題】 簡便な熱可塑性樹脂板の熱変形方法を提供する。
【解決手段】 所定形状を有する吸着面または所定形状に変形しうる吸着面を備えた型部材の吸着面に、熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板の熱変形方法である。
吸着面として、発泡樹脂シートを用いれば、ことさら簡単な構成の熱可塑性樹脂板の熱変形方法とすることができる。
型部材は、その一部の表面に多数の微細孔を形成して吸着面とし、前記微細孔から別途設けられた吸引機構により空気を吸引する吸着機構を含んで構成されていてもよい。
(もっと読む)
1 - 20 / 33
[ Back to top ]