
Fターム[4F208AJ06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 装置又は装置部材の材料の特徴 (198) | 材質の特徴 (108) | セラミックス、ガラス (9)
Fターム[4F208AJ06]に分類される特許
1 - 9 / 9
熱成形装置及びその温調ユニット
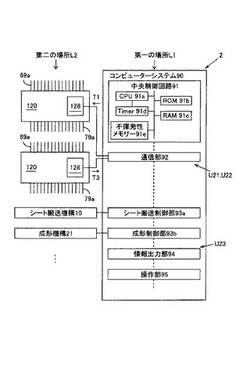
【課題】熱成形装置において加熱部への配線を少なくすることを課題とする。
【解決手段】熱成形を制御する主制御部2が設けられた第一の場所L1とは別の第二の場所L2に温調ユニット100が設けられ、この温調ユニット100は、温度検出部(69)毎の温度目標T1を入力する温度目標入力手段U11と、複数の加熱部(79)を駆動する駆動出力部U12と、加熱部(79)毎の温度検出部(69)で検出される検出温度T2を入力するための検出温度入力部U13と、加熱部(79)毎に入力対象の温度検出部(69)から検出温度入力部U13へ入力される検出温度T2を前記入力された温度目標T1に近付けるように駆動出力部U12から制御対象の加熱部(79)への出力を制御する温度制御手段U14とを備える。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用

【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
液体の無菌充填方法および装置
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
装飾膜の予備成型方法及びこの方法に用いられる加熱装置
【課題】パターンの位置決め精度を確保できる装飾膜の予備成型方法及びこの方法に用いられる加熱装置を提供する。
【解決手段】パターンが形成されている予備成型しようとする装飾膜20を下型12及び上型を有する高圧金型10の空洞部122にセットし、加熱装置30を高圧金型の上型と下型との間に移入して、加熱装置の押圧部34で装飾膜のパターンが所在するエリアを押圧し、加熱装置の加熱部32で装飾膜を持続的に加熱することにより、装飾膜を軟化させて空洞部の成形面に貼着させ、加熱装置を上型及び下型の間から退出させた後に、上型及び下型を型締めして、上型が提供する熱量により装飾膜をさらに軟化させて、装飾膜を空洞部の成形面に完全に貼着させて所望の形状に成型し、装飾膜を冷却してから、型開きして予備成型された装飾膜を取り出す。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
歯科用成形体及びその成形方法
シクロオレフィンポリマー樹脂、シクロオレフィンポリマー樹脂とポリオレフィン系熱可塑性エラストマー樹脂の混合体またはシクロオレフィンポリマー樹脂とEVAの混合体からなる成形体であって、義歯床、人工歯、局部義歯の維持装置及びマウスピース製作に使用される。成形体の成形方法は、テーブル上に載置された右膏模型及びシクロオレフィンポリマー樹脂からなる成形体をチャンバー内に離間して支持させる工程、上記成形体を加熱軟化させる工程、上記チャンバー内のエアを吸引してチャンバー内空間を真空とする工程、真空状態下で上記テーブルを上昇させることにより上記成形体にて上記模型を被覆して上記成形体と上記テーブル間の空間をその外側の空間から遮断する工程、該空間の真空状態を維持した状態で、上記チャンバー内にエアを導入し、加圧雰囲気にて上記成形体シートを上記模型に押圧成形する工程を含む。 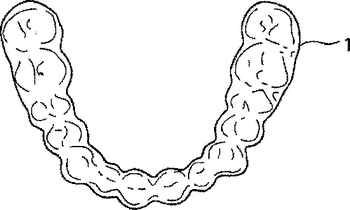 (もっと読む)
(もっと読む)
熱成形品の製造方法
【課題】保護フィルム付き熱可塑性樹脂板の熱成形において、把持による保護フィルムの剥がれを防止して、保護フィルム付きの熱成形品を有利に製造する。
【解決手段】両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形する。この可動性の把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有している。
(もっと読む)
1 - 9 / 9
[ Back to top ]