
Fターム[4F208AJ05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 装置又は装置部材の材料の特徴 (198) | 材質の特徴 (108) | ゴム(←シリコーンゴム) (22)
Fターム[4F208AJ05]に分類される特許
1 - 20 / 22
水圧又は蒸気圧を用いた成型方法及び成型装置
【課題】本発明は、金型内で均一な高圧状態を短時間内で誘導することができる水圧又は蒸気圧を用いた成型方法及び成型装置を提供することを目的とする。
【解決手段】本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法

本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
自動車用内装材及びその製造方法
【課題】自動車内装用部品の表皮材の凹凸パターン又は凹凸パターン及び絞深さを表皮材全面にわたってほぼ均一とした自動車用内装材及びその製造方法を提供。
【解決手段】凸引き真空成形によるテスト成形で得られた成形体表面の複数領域のそれぞれの展開率に基づいて成形後の凹凸パターン又は凹凸パターン及び絞深さが複数領域において均一になるように各領域の凹凸パターン又は凹凸パターン及び絞深さを設定する第1の工程と、第1の工程で設定された凹凸パターン又は凹凸パターン及び絞深さに基づいて絞ロール又は絞板を製造する第2の工程と、第2の工程で製造された絞ロール又は絞板を用いて表皮材に絞を形成する第3の工程と、第3の工程で得られた表皮材を凸引き真空成形する第4の工程と、を含む自動車用内装材の製造方法とこの製造方法で得られた自動車用内装材。
(もっと読む)
チューブ容器の加飾方法及びチューブ容器
【課題】模様の自由度を高く保ちつつ、手間をかけずに、チューブ容器に加飾を施すこと。
【解決手段】チューブ容器1の加飾部2に対して加飾を施すチューブ容器の加飾方法であって、加飾部2の内部に凹凸模様11を有する金型10を配設し、加飾部2の外部の金型10と対向する箇所に弾性部材20を配設し、弾性部材20に当接して弾性部材20を加熱する加熱手段30を配設する準備段階と、加熱手段30により弾性部材20を加熱しつつ、弾性部材20を金型10に対して押圧して加飾部2を変形させる加熱変形段階と、を有することを特徴とする。
(もっと読む)
容器製造機用ノズル
プラスチック製パリソンから開始する容器のブロー成形又は延伸ブロー成形用ノズルであって、該ノズルにはパリソンを受容するよう設計した金型の上面と接触可能なノズル本体を有し、該ノズルには、
パリソンの口部と接触可能な円錐台形の接触面を設けた挿入部であって、該挿入部を、上昇位置と下降位置との間でノズル本体に対して転位可能にする挿入部、及び
挿入部を下降位置に向けて付勢する復帰ばね
を備えることを特徴とするノズル。
(もっと読む)
パリソンからプラスチック中空体を製造するための方法およびパリソン押出し用ダイ
プラスチック中空体を製造するための方法であって、a)押出し機において、ダイを通して溶融プラスチックパリソンが押出されるステップと、b)パリソンの長さ方向に少なくとも1つの切れ目が形成されるステップと、c)パリソンが2つのキャビティを含む金型に導入されるステップと、d)パリソンを金型キャビティに適合させることにより中空体が成形されるステップとを含み、前記ダイが、排出時に実質的に平らになるようパリソンの形状が徐々に変形される溶融プラスチック用の流路を備えている、プラスチック中空体を製造するための方法が提供される。この方法の実施に好適なダイが提供される。 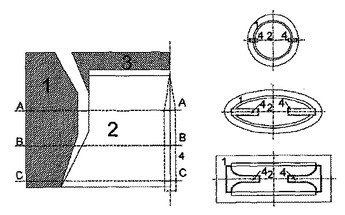 (もっと読む)
(もっと読む)
表皮のトリムカット用金型
【課題】芯材表面に表皮を真空成形により一体貼着し、表皮のトリムカットラインに沿ってカット処理する表皮のトリムカット用金型において、カット刃のカット性能を高める。
【解決手段】表皮12のトリムカットラインに沿ってカット処理するトリムカット用金型20は、芯材11をセットする真空吸引機構を備えた成形下型30と、カット刃43を備えた上型40とから構成され、カット刃43に対応する成形下型30には、カット用溝部36が開設され、このカット用溝部36は、成形下型30の型面から上方に隆起する隆起部37に沿って開設され、表皮12のカット刃43によりカットする際、表皮12にテンションが加わり、カット用溝部36内に表皮12が引き込まれることを回避する。また、隆起部37の表面に滑り止め用ラバー層38をコーティング処理することでカット性能をより高めることができる。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21とからなり、下側嵌合部20の外周面20aに弾性体からなるシールリング90を設け、型締めにより第1部分12の内周面12aをシールリング90に圧接させてシールする。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21とからなり、下側嵌合部20に弾性材料からなるシールチューブ90を周方向に沿って設け、該シールチューブ内に気体を導入することで第1部分12に対してシールチューブを圧接させてシールする。
(もっと読む)
容器をブロー成形する方法および装置
本発明による方法と装置は、容器(2)をブロー成形するために用いる。熱可塑性材料から成るパリソンを加熱路領域で加熱し、次にブロー成形装置に受け渡す。ブロー成形装置(25)は、パリソン(1)を容器に成形するための少なくとも1つのブローステーション(3)を備えている。パリソン(1)を少なくともその搬送路の一部分に沿って担持要素(46)により保持し、該担持要素(46)を少なくとも部分的にパリソン(1)の口部(21)内へ緩く挿入し、挿入後口部(21)内部で締め付け固定する。
【その他】
転居により「リンケ ミヒャエル」の住所は国際公開時のものと相違しています。  (もっと読む)
(もっと読む)
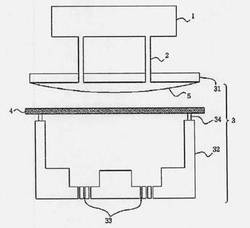
真空成形型および真空成形方法
【課題】 アンダーカット形状を賦形する部位の大きさや位置による制約を受けないで、成形素材としての表皮材を所定のアンダーカット形状に確実に成形することができ、表皮材を基材と確実に密着させることができる真空成形型および真空成形方法を提供する。
【解決手段】 突出部21を形成したキャビティ型20の側面に溝22を形成し、溝22内に伸縮性のチューブ25を配設する。突出部21を挿入するようコア30に窪み部31を形成し、型閉めで溝22と対向する窪み部31の側部に断面凹形状のアンダーカット成形部32を形成する。型閉め状態でチューブ25に圧縮空気を注入してチューブ25を膨張させ、表皮材43をアンダーカット成形部32内に押圧してアンダーカット形状を確実に賦形して、コア型30に載置した基材44のアンダーカット部44aと密着させる。
(もっと読む)
コンポーネントキャリヤおよび製造方法
キャリヤテープが、中に複数のコンポーネント受容ポケットが位置決めされた長手方向のストリップを含む。ポケット深さは、長手方向のストリップの厚さより大きい。隣接したポケットが、長手方向のストリップの厚さの約5倍未満の距離だけ隔置される。隣接したポケットを分離する側壁は、ポケット深さから、ポケットが受けるように構成されたコンポーネントの高さを引いたものより大きい高さを有する。キャリヤテープは、回転可能な工具と、工具に対向した適合可能な外側円周表面を有するニップロールとを提供することによって、製造される。工具の外側円周表面は、ポケットを形成するための突出部を含む。ポリマーウェブが、工具とニップロールとの間のニップに導入され、工具の円周表面上の突出部でエンボス加工される。 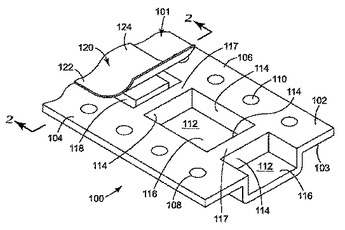 (もっと読む)
(もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、プラスチック積層部材12にラミネートされている中間部材13のみを軟化変形させた状態で、プラスチック基材11でプラスチック積層部材12を下型部材6の鏡面8に押圧して、プラスチック積層部材12を、プラスチック基材11と密着一体化させるとともに、鏡面8の形状に補正加工するが、このとき、プラスチック基材11の裏面を、シリコーン樹脂等の弾性部材であるバックアップ部材9を介して上型部材7と接触させている。したがって、プラスチック基材11の裏面と上型部材7との間の隙間を無くして完全に密着した状態で上型部材7でプラスチック基材11を加圧することができ、鏡面8を忠実に転写することができる。
(もっと読む)
干渉材及びそれを用いた真空成形方法
【課題】 真空成形時に熱可塑性のシート材を型のコーナー部に追従させるための干渉材を提供する。
【解決手段】 コーナー部3Aを有する型3と型を覆うカバー11との間に熱可塑性のシート材2を入れて、加温したシート材2を型3とカバー11との間を真空ポンプ13によって吸引することで型に密着させる真空成形装置において、シート材2を型3のコーナー部3Aに押しつける干渉材1であって、干渉材1が、伸縮性を有すると共にシート材2を加温する温度に対して耐熱性を有し、断面に凹凸を有するシート状に形成され、干渉材1はコーナー部3Aに対応してシート材2とカバー11との間に入れられた状態で真空ポンプの吸引によって延びながらシート材を型に押しつける。
(もっと読む)
容器開口を備えた容器の製造方法及びこの方法に従って製造された容器
本発明は、容器開口を備えていて、本質的に寸法安定性の外側層及びこれとは異なる種類の熱可塑性材料で作られた少なくとも1つの内側層を有する容器の製造方法に関する。まず最初に、容器を製造するのに十分な長さを有する少なくとも2本の同軸溶融ポリマー管から成るパリソンを吹込成形の際に吹込成形用金型(4)の閉鎖状態の別々の部分相互間に作る。バルーン(6)が装着された剛性吹込成形用マンドレル(5)を金型中に通してパリソン内に案内し、次いで、バルーン(6)を容器開口の付近で膨張させ、それにより少なくとも2つの層を吹込成形用金型(4)に押し付け、すると、これら少なくとも2つの層は、ここで凝固する。最後に、圧力を吹込成形用マンドレル(5)中へ、そしてパリソン内部に差し向ける。  (もっと読む)
(もっと読む)
開放孔材料から作製された半加工製品を成形するための装置および方法
本発明は、多数部分成形工具(1)を用いて、開放孔プラスチックから作製されたウェブ状またはシート状の半加工製品(7、8)を成形するための方法であって、互いに向かってまた互いに離れて移動可能な前記多数部分成形工具の工具部分(2、3)が、少なくとも1つの金型構造を有するキャビティ(4)を画定する方法に関する。本発明は、本質的に、開放孔材料から作製されたウェブ状またはシート状の半加工製品の少なくとも1つのセクションが、キャビティ(4)に割り当てられる弾性材料から作製されたバルーンまたはホース(18)を膨張させることによって成形工具(1)のキャビティ内で成形されることを特徴とする。このようにして、開放孔熱可塑性材料および開放孔デュロプラスチック材料の両方を有効にかつ費用効率的に賦形できる。特に、本発明による方法により、アンダカット(23、24)を有する開放孔成形部分の製造が可能である。さらに、本発明は、本発明による方法を実施するための装置に関する。  (もっと読む)
(もっと読む)
成形素材固定具
【課題】 真空成形を行う際に、成形素材を成形型に確実に固定し、成形素材に傷を付けない成形素材固定具を提供する。
【解決手段】 断面コ字状のインサートパネル11と、インサートパネル11の形状に沿って断面凹形状にインサートパネル11を被覆する被覆部12と、を備え、被覆部12には、第1接触部12aと第2接触部12bとで溝13を形成するとともに、第1接触部12aとインサートパネル11との間に空洞14を形成する。成形型2の型面に被せた成形素材3の端部3aを成形型2の端部2aに重ね合わせた状態で、成形型2および成形素材3の各端部2a,3aを成形素材固定具1で挟み、真空パック4内に収納して、全体を加熱するとともに、真空パック4内を真空排気することにより、空洞14が膨張して成形素材3の端部3aを成形型2の端部2aに確実に固定する。
(もっと読む)
1 - 20 / 22
[ Back to top ]