
Fターム[4F208AM35]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形装置、成形操作のその他の特徴 (232) | 特有の成形不良の防止技術 (72) | そり防止 (10)
Fターム[4F208AM35]に分類される特許
1 - 10 / 10
樹脂成形品およびその製造方法
燃料タンク構造
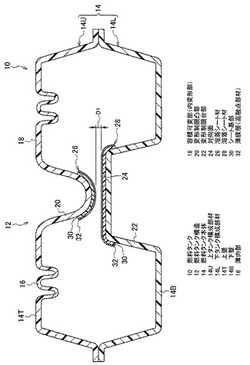
【課題】熱可塑性材料製の燃料タンク本体を有する燃料タンク構造において内側に向けて形成された凸部の溶着を抑制可能とする。
【解決手段】燃料タンク本体14には、変形制限凸部20と、変形制限台部22が設けられ、対向面24が変形制限凸部20と対向している。変形制限凸部20と対向面24の少なくとも一方には、燃料タンク本体14の材料よりも高い融点の材料で構成された薄膜層32が設けられる。
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法

【課題】成形にかかるコストを抑えつつ、成形品の品質の低下を抑制すること。
【解決手段】発泡ポリエチレンテレフタレートシート成形品の製造方法は、高結晶化度の発泡ポリエチレンテレフタレートシートを成形可能な状態に軟化するまで加熱を行うステップS2と、成形可能な状態に軟化するまで加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形するとともに、成形品となる成形品部P1の周辺に当該成形品部に加わる力を抑制する抑制部P2の成形を行うステップS3と、を有する。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
発泡成形体の製造方法
【課題】反りが生じず、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、シート状発泡パリソンとする押出工程S1と、シート状発泡パリソンを一対の分割金型13で挟み込んで密閉する型締工程S2と、シート状発泡パリソン20を分割金型13内で支持する支持工程S3と、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法である。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
熱可塑性容器を製造する型及びこのような型が設けられた延伸ブロー成形装置
ブランクをブロー成形または延伸ブロー成形することによって熱可塑性材料で形成された容器を製造する型であって、型は、上記ブランクのリムを受けることを目的とした成形キャビティ(3)の開口部に位置する座部(8)と、上記リムを冷却する冷却手段と、を有し、上記冷却手段と型の肩部における陥凹部(5)との間において、上記型は、熱の逃げ道を断絶する断熱手段を有する。リムを冷却する冷却回路は、型のキャビティ(3)における開口部を囲むように取り付けられた蓋部(13)にエッチング加工されており、このエッチングされた部分は、断熱部として機能する片(15)に密閉した態様で載置される。  (もっと読む)
(もっと読む)
隠しリブを内蔵した板状ブロー成形体の製造方法
【課題】一方の壁部22から延びてその先端が他方の壁部23の内面に溶着した隠しリブ24を内蔵する板状ブロー成形体21を製造する。両壁部22,23の冷却速度を揃えて、板状ブロー成形体に反りが発生するのを防止できる。
【解決手段】対向配置させた一対のブロー成形金型の一方のブロー成形金型に、複数個の板状のスライド金型27を所定間隔を置き直列にキャビティ内に突出可能に設ける。パリソンをプリピンチした後、パリソン内部のエアを抜いてパリソンをたるんだ状態にし、その後にスライド金型27を突出させた状態で両金型を閉じてパリソンを挟む。続いて、スライド金型を後退させ、パリソン内にエアを吹き込む。隠しリブ24の長さ方向の両端部Aに末広がりに傾斜した箇所が形成され、隠しリブ24の長さ方向の途中に弧状部Cが形成される。
(もっと読む)
突部付シートの製造方法及びシート成形金型
【課題】 金型の突部の形状に合わせて、シワ生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供する。
【解決手段】 シート成形金型1は、ダイカバー7、成形プレート8、基型9、及び剥取プレート11を備える。基型9の上面には、突部12が形成されている。剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されて、突部12に嵌合している。ダイカバー7は、成形プレート8を収容している。成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。このシート成形金型1において、成形プレート8と剥取プレート11との間にシート2を挟み、成形プレート8を押し下げ、貫通孔24に突部12を嵌合させて、突部3を有するシート2を製造する。
(もっと読む)
1 - 10 / 10
[ Back to top ]