
Fターム[4F208AP10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 検出量又は監視量 (178) | 時間、時期 (7)
Fターム[4F208AP10]に分類される特許
1 - 7 / 7
中空成形機の制御方法
【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
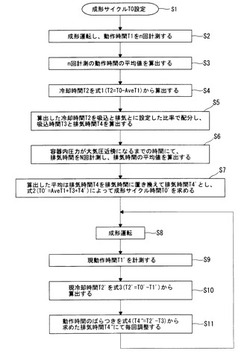
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
中空成形方法

【課題】電動中空成形機では、その電気系駆動機構であるサーボモータとかシーケンサとかの制限によって型締装置の動作にて有効な短縮化を達成することができなかった。
【解決手段】ヘッド2から垂下した筒状パリソンを型締装置7の駆動によって成形金型6にて挟んだ型閉後、型締を行い、ブローピン8a,8b下方に成形金型6をスライド移動させ、下動したブローピン8a,8bからエアを吹き込んでパリソンを膨らませて成形品を成形し、エアを排気し、ついで成形金型6をヘッド2下方に逆方向にスライド移動させる中空成形法において、操作画面20に成形品の水平方向の最大外形寸法値および筒状パリソンの外径値を入力し、最大型開定点からこれら値のいずれか大きい値に至る型閉時間を計測し、成形金型の型閉位置から当該大きい方の値に所望の値を加算してなる寸法位置にて成形金型6の逆方向のスライド移動を開始し、ついで計測した型閉時間に相当する位置にて型閉を開始させる。
(もっと読む)
成形機
【課題】構成を複雑化することなく、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】金型1を開閉する金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置6と、金型に冷却媒体を供給する冷却媒体供給装置7と、これらの各装置の起動及び停止を制御し、金型1の型閉、金型の加熱、成形材料の射出及び保圧、金型の冷却、金型の型開及び成形品の取り出しからなる成形サイクルを実行する制御装置8とから成形機を構成する。制御手段9は、金型開閉装置2に型開指令信号s5を出力した後、金型開閉手段2に型閉指令信号s6を出力する前に、加熱媒体供給装置6に加熱開始指令信号s8を出力して、金型1の加熱を開始する。
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
ペリソンの延伸終了点を、フィードバックで調節することにより、ペリソンから中空容器を成形する方法。
金型の中にパリソン(3)を挿入し、
あらかじめ設定されたプリブロー開始の瞬間(tP)によって、パリソン(3)内とプリブローのあらかじめ設定された圧力を持つ空気源(20)をつなぐ電磁バルブ(22)の開弁をおこない、
ペリソン(3)内に充満する圧力(P)を測定し、
プリブローの後、あらかじめ設定されたプリブロー成形の開始合図(tS)が出され、プリブローの合図(tP)が遅れる時、ペリソン(3)内に、プリブローの圧力(PP)よりも高圧でブロー成形のエアが吹き込まれるように、電磁バルブ(26)の開弁指令が出され、
ペリソン(3)内に充満するエアの圧力(P)について、少なくともプリブローの合図(tP)とブロー成形の合図(tS)の差を含めた、数種のバリエーションを記憶させ、
ペリソン(3)内の圧力(P)が急激に上昇を始める、延伸終了の瞬間(tC)の間隔を察知し、
延伸終了の瞬間(tC)が示す状態によって、ブロー成形開始の合図(tS)を早める、
プラスティック樹脂製のパリソン(3)から、金型(11)の中でブロー成形をし、中空容器(2)を作成する方法。 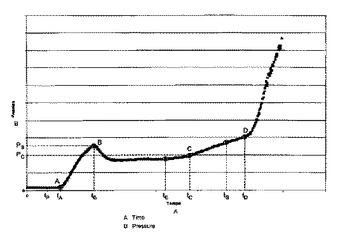 (もっと読む)
(もっと読む)
プリブロー開始点の状態をフィードバックで調節し、中空容器を成形する方法。
金型内にパリソン(3)を充填し、
あらかじめ設定されたプリブロー開始の合図(tP)によって、電磁バルブ(22)に開弁の指令を出し、パリソン(3)内にあらかじめ設定されたプリブロー圧を持つ空気供給源(20)を接続し、
ペリソン(3)の内圧(P)を測定し、
パリソン(3)の内圧Pが上昇を始める実際のプリブロー開始の瞬間(tA)を検知し、
この瞬間(tA)と、理論から予測されたプリブロー開始の瞬間とを比較し、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始瞬間に比べて遅れる場合、プリブロー開始の合図(tP)を早め、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始の瞬間より早く起こる場合は、プリブロー開始の合図(tP)を遅らせる、
プラスティック樹脂製のパリソン(3)から、金型(11)内でブロー成形にて中空容器(2)を作成する方法。
(もっと読む)
成形装置及び成形方法
【課題】より均一な板厚の成形品を製造可能な、成形装置及び方法を提供する。
【解決手段】本発明の成形装置10は、シート材1が加圧される前に、加圧変形の開始から成形面20への密着までに要する時間に基づき定められた温度分布を、シート材1に形成する温度制御手段を有している。シート材1のうち加圧変形の開始から成形面20への密着までに要する時間が長い部分は、密着までに要する時間が短い部分に比べて、加圧変形工程の初期段階において、伸び変形の速度が小さくなるように、シート材1に温度分布を形成する。これにより、成形面20に密着した時点における加圧変形開始時点からの伸び変形量を、密着までに要する時間が短い部分と同等にする、つまり、成形後のシート材1の板厚を均一なものとすることができる。
(もっと読む)
1 - 7 / 7
[ Back to top ]