
Fターム[4F208LJ26]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | 供給の調整 (51)
Fターム[4F208LJ26]の下位に属するFターム
Fターム[4F208LJ26]に分類される特許
1 - 11 / 11
ダクト

【課題】成形したダクトの反りの発生を防止することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(200)は、第1の壁部(201)の平均肉厚と第2の壁部(202)の平均肉厚との差が0.3mm以下であり、ダクト(200)全体の肉厚の変動係数が0.3以下である。また、ダクト(200)全体の平均肉厚が0.7mm以下である。
(もっと読む)
ネック部を備える容器を搬送体にローディングまたはアンローディングする装置

【課題】ネック部を備えるプリフォームを、このネック部によって1つのプリフォームを個別に把持する装置を含む搬送体にローディングしまたはアンローディングする装置を提供する。
【解決手段】上記装置は、各プリフォーム12を個別に収容する手段42を含む、プリフォーム12を分配する手段32、42であって、上記収容手段の軌道と、上記把持手段の軌道とが、平面投影において、プリフォーム12が把持位置にある少なくとも1つの交差点P3において接しており、プリフォームのネック部が、上記把持部材と対向して垂直方向に配置される分配手段と、上記把持部材の動きに対して、上記収容手段の動きを同期させる手段とを備える。
(もっと読む)
ブロー成形方法
【課題】 歩留まりやサイクルタイムなど生産効率が向上するブロー成形方法を提供する。
【解決手段】 1台の成形機2の左右の金型取付板11a,11bに左金型3aと右金型3bからなる第1金型3と左金型4aと右金型4bからなる第2金型4を上下方向に取り付け、これらの金型3,4にパリソン5を供給して製品を2個同時に成形する。第1金型3と第2金型4は、それらの製品面が互いに同じ向きで、互いの金型分割面のずれ幅が最小になるように金型取付板11a,11bに取り付けられる。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数の複数の2つの成形キャビティ(19)を有し、前記プラントは、さらに、パリソン(3)を成形キャビティ(19)に移送する移送ホイール(39)と、成形キャビティ(19)から容器(2)をピックアップする移送ホイール(76)と、パリソン(3)を移送ホイール(39)に供給するライン(41)と、容器(2)を移送ホイール(76)から充填機(10)に供給するライン(79)と、を備え、供給ライン(41,79)の供給速度は、所与の時間において、プラントに取付けられた成形ユニット(15)の成形キャビティ(19)の数に応じて変わる。 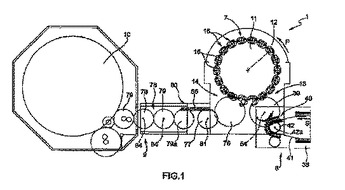 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
各パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)およびライン(9)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数のキャビティ(19)を有し、ライン(9)は、ブロー成形ライン(7)から充填機(10)へと容器(2)を送り、ライン(9)は、間隔(P2)に応じた間隔を隔てて容器(2)を配置するように設計された分配装置(80)を備え、間隔(P2)は、均等であり、成形ユニット(15)におけるキャビティ(19)の数から独立している。 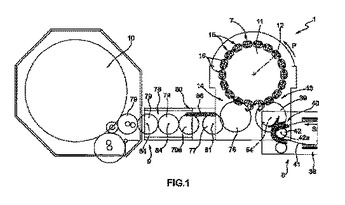 (もっと読む)
(もっと読む)
熱可塑性プラスチック材料製中空体の製造方法と装置並びにそれによって製造された燃料タンク
熱可塑性プラスチック材料から中空体を製造する方法。この方法は、熱可塑性プラスチック材料から成る少なくとも二枚のウェブ状パリソン(1)を押し出し、該パリソンを製造すべき中空体の外形輪郭を少なくとも部分的に画定する成形キャビティを備えた成形金型(6)内に導入し、前記材料の第1成形プロセスで成形金型(6)内のパリソンをガス圧の加圧又は減圧操作の一方又は双方で成形する。中空体へと成形されて結合される少なくとも二枚のパリソン(1)を互いに時間的に順次連続して押し出し、これらパリソンを同時に成形することを特徴とする。  (もっと読む)
(もっと読む)
押出ブロー成形機及びプラスチック中空体の製造方法
押出ヘッド(2)と、それぞれスリット状ダイ(3)として形成されてウェブ状パリソンを押し出す二つの並置されたダイ間隙と、閉鎖された中空体へと二つのパリソン(4)を成形加工するための多分割成形金型(5)と、パリソン(4)をハンドリングするための装置とを備えた押出ブロー成形機(1)及びそれを使用したプラスチック中空体製造方法。このパリソンハンドリング装置は共通の支持体(9)上に並置されてパリソン(4)を受容する二つのグリッパ(10)を備え、これらグリッパ(10)の相互間隔が変更調整可能である。  (もっと読む)
(もっと読む)
二軸延伸ブロー成形機
【課題】送りピッチの拡大動作、プリフォーム送り込み動作、成形品排出動作が効率良く行われる二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の加熱部4(3)を経て第1送りピッチp1で位置31、32に至った2台プリフォームキャリア12は、ピッチ拡大機構14によって広い第2送りピッチp2で成形位置33、34に送り込まれる。ピッチ拡大機構14は前側保持板41と後側保持板42を備え、前側保持板41を第2送りピッチの2倍以上送り出すと、第2送りピッチの間隔で形成された第1保持溝51および第2保持溝52が成形品排出位置35、36に位置決めされる。後側保持板42は送り動作の途中から前側保持板41と一体となって送り出され、前側保持板41の第3保持溝53と後側保持板42の第4保持溝54の間隔が第2送りピッチの状態で成形位置33、34に位置決めされる。
(もっと読む)
二軸延伸成形機
【課題】二軸延伸成形機の小型・コンパクト化および処理効率の向上を図ること。
【解決手段】二軸延伸成形機1の閉鎖形状をした搬送路6における第1の搬送路部分62の加熱部を経由している部分では、プリフォーム・キャリア・パレット7が搬送方向に向けて一列に配列された状態で搬送され、加熱部における各プリフォーム・キャリア・パレット7の送りピッチが、1個分のプリフォーム・キャリア・パレット7の搬送方向の長さによって規定され、加熱部から二軸延伸成形部に引き渡される各プリフォーム・キャリア・パレット7の送りピッチを加熱部における送りピッチよりも広くするための送り機構9を備えている。二軸延伸成形部では送りピッチが広がるので太径の成形品を成形でき、加熱部では、狭い送りピッチでプリフォームを搬送できるのでプリフォームの配列密度を高めて、加熱効率を改善でき、必要な搬送路を短くでき、装置を小型・コンパクト化できる。
(もっと読む)
不正な位置をとっているプリフォームを排出するための手段を有する、特に容器用ブロー器械のプリフォーム搬送システム
本発明は、プリフォーム搬送システム、特に、ボトルのような容器のためのプリフォームをブロー器械に搬送するためのプリフォーム搬送システムであって、このシステムは、プリフォーム(10)の進行する縦方向に上流から下流に少なくとも1つのソーティング及び整列用装置(28)を有し、この装置の上部端にはプリフォーム(10)が雑然と供給され、この装置の底部端は、少なくとも2つの整列用ローラ(38)を有し、これらローラは、ほぼ平行であり、それぞれの軸(A1、A2)を中心として回転され、また、これらプリフォームを器械に搬送する水平に対して傾斜した供給レール(30)にプリフォーム(10)を位置させるようにデザインされているタイプであり、また、このシステムは、プリフォーム(10)の上方でほぼ横方向に延びている軸(A3)を中心として回転されている少なくとも1つの排出ホイール(40)を有しているタイプのプリフォームの搬送システムに関する。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]