
Fターム[4F208LW22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 機械的処理 (199) | バリ取り(脱型後の) (22)
Fターム[4F208LW22]に分類される特許
1 - 20 / 22
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
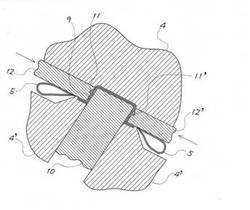
樹脂成形体の締結構造

【課題】樹脂量を増やして、ねじ部材周辺の強度を高めることができる樹脂成形体の締結構造を提供する。
【解決手段】熱可塑性樹脂製の樹脂成形体20の壁面21に被締結部材12を雄ねじ部材11で締結する樹脂成形体の締結構造10は、筒体30を有する。筒体30は、インサート成形により樹脂成形体20の壁部23に一体化されるインサート部品であり、樹脂成形体20の成形時に壁部23を外側から内側に向けて部分的に陥没させる。筒体30は、陥没部25に包み込まれる外周面31と、壁面21に開口して雄ねじ部材11がねじ込まれる内周面32と、を有する。
(もっと読む)
歯磨剤用チューブ容器、歯磨剤入りチューブ容器及び歯磨剤用チューブ容器の製造方法
【課題】ガスバリア性に優れ、歯磨剤の香気の変質を抑制できる歯磨剤用チューブ容器を目的とする。
【解決手段】筒状の積層体10により形成され、その内部が歯磨剤を収納する収納部とされた胴部と、該胴部の一端に設けられた注出部とを備え、前記積層体10は、基材層12と、シーラント層16と、前記基材層12と前記シーラント層16との間に設けられ、ポリグリコール酸を含有するバリア層14とを備え、前記シーラント層16が前記胴部の内側とされたことよりなる。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しつつ、効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】溶融状態の筒状パリソンを開放位置の一対の分割金型106の間に配置する段階と、開放位置にある一対の分割金型106を型締め位置まで相対的に近接させることにより、第1中空部18、第2中空部、ダクト部22、および捨て袋118を形成する段階と、それぞれに相当する筒状パリソン部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、膨張させて、対応する分型金型106のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、第1中空部18、第2中空部およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
積層剥離容器及びその製造方法、並びにこれに用いるブロー成形用の金型
【課題】底リブの構造を強化して剥離の発生を抑制できる積層剥離容器を提案する。
【解決手段】
ブロー成形される積層剥離型ブロー成形容器であって、外層2と該外層との相溶性が低い内層3とで形成され、該容器の底部にはブロー成形用金型のピンチオフ部で前記外層と前記内層とが共に押し潰されることで形成された突条形状の底リブ20を有し、前記底リブの両側の表面それぞれに複数の食い込み部21が設けられるものにおいて、前記複数の食い込み部の伸長方向が、前記底リブの中央位置CPにて前記底リブの表面に垂直に設定した仮想基準ラインBLに対して傾けられている。
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるニップル体付きタンク体の製造において、従来の方法ではニップル体の内面規制ピンに加えて、吹込みピンを別途設定しなくてはならないという点である。
【解決手段】
該ニップル体の内側形状をオスメス反転した外側形状が彫設され、且つ吹込みピンが一体に形成されたスライドコアを型締め後の金型分割面上のパリソンに打ち込み、該吹込みピンを通して該パリソン内部に圧縮空気を吹込んで該パリソンをブローアップすることにより前記課題を解決した。
(もっと読む)
金型、表皮付き成形品及び表皮付き成形品の製造方法
【課題】別部材を必要とせず、キャビティ面外側の表皮材と成形材料との接着を防止することが可能な金型、表皮付き成形品及び表皮付き成形品の製造方法を提供する。
【解決手段】表面に表皮材を有する表皮付き成形品を成形する金型であって、成形品の成形材料を押し付けて食い切り線を形成するピンチオフ部と、ピンチオフ部外側に、表皮材と成形材料との接着を防止するスペースを有する分離部と、を備える。
(もっと読む)
中空成形体の製造方法、中空成形体の製造装置、レゾネータ、及びホイール装置
【課題】タイヤの空気室に配置して共鳴による騒音を低減する中空成形体であるレゾネータの消音特性を向上するとともに製造コストを低減する。
【解決手段】レゾネータ12をブロー成形により形成する。レゾネータ12は、内部に副気室32を設けた本体部31と、開口部33を設けた連通部とを備える。本体部31は、ブローピン46から供給する空気により樹脂材料57を金型44の本体部キャビティ53に押しつけて形成する。連通部34は、ブローピン46の外周部と金型44の連通部キャビティ55との間に挟んで形成する。連通部34の開口部33の断面積を容易に正確に形成でき、消音特性を向上できるとともに製造コストを低減できる。
(もっと読む)
中空成形装置
【課題】従来の上ばり回収は、打込工程での成形装置自体において、回収上ばりをエア送りするためのハウジングおよびダクトの設置のための所定の占有空間を必要とし、成形装置自体の小型化を阻害するという課題があった。
【解決手段】一対の胴部把持体27,28および一対の口部把持体29,30を備えた製品ホルダ20を型締装置5の駆動とは独立して開閉駆動するよう設け、その上方に上ばりB1を当接・落下させるストッパ体50,51を設け、ストッパ体と製品ホルダとの間に割受け体対40a,40bと41a,41bを備えこれらの開閉によってストッパ体50,51から落下した上ばりB1を受ける上ばり受け部40、41を設けた構成とした。これによって、型締・打込工程にて狭い作業域を持つ中空成形装置でも適用でき、かつ簡素な構成の上ばり回収の機構によって確実に上ばりを回収することができる。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
バリ取り器およびバリを除去する方法
【課題】
解決しようとする課題は、ブロー成形品の薄バリは作業者の手作業によってナイフにより削ぎ落とす必要があるが一度ではなかなか削ぎ落とせないという点である。
【解決手段】
ほぼ平行に取り付けられた前刃と後刃を具有するバリ取り器の該前刃と該後刃を該薄バリに同時に軽くあてがい、該ブロー成形品上を滑らすように動かすことで該前刃が該薄バリに引っ掛かって該薄バリを引っ張るようになり、さらに、該前刃と該後刃との間のクリアランスBに位置する該薄バリ5には該前刃11に引っ掛けられて引っ張られることで張力が生じており、そこへ該後刃12を該張力方向に交差する方向に押し込んで容易に該薄バリ5に切り込ませることにより前記課題を解決した。
(もっと読む)
成形機
【課題】内容物充填前の成形品にゴミや異物が入らないような栓体をインサートした薄肉容器の製造装置に最適な成形機を提供する。
【解決手段】栓体をインサートした薄肉容器の製造装置において、金型202を備えた型締装置201と、上方の金型202に対してブローピンを昇降可能に設けた下打込装置151と、下方の金型202に対してパリソンを供給する押出機100とを具備した成形機101を設けた。これにより、栓体をインサートした薄肉容器を人手を介することなく一貫して最終製品化する製造装置を可能とした。しかも、パリソンを金型で挟んだあと即、吹込を開始できるので、成形サイクルを効果的に短縮することができる。
(もっと読む)
無菌充填包装体の製造方法
【課題】無菌充填包装体の製造において、ムダ樹脂の自重によるドローダウンを抑制し、前記ドローダウンの抑制によって無菌充填包装体の成形性、生産性を向上させる。
【解決手段】押出機から押し出されるパリソンを金型に配置し、パリソン内に挿入したノズルから無菌エアーを吹き出して容器のブロー成形し、該ノズルから容器内に内容物を充填した後、該ノズルを退避させ、次いで、金型の上方と押出機の間に位置するパリソンの上下端部を閉口状態にカットしてムダ樹脂を排出することを特徴とする。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】ブロー成形サイクル中において、確実にバリを切り離すことができるようにする。
【解決手段】一方の分割型1と他方の分割型2とを有するブロー成形用金型において、他方の分割型2の合わせ面にはピンチオフ部5およびピンチオフ部5に外堀状に隣接する溝部4が設けられている。前記一方の分割型1における前記他方の分割型2の前記溝部4に相対する部位に沿って互いに間隔をおいて配設された複数のバリ突き出し部材7と、複数のバリ突き出し部材7を同時に溝部4内へ突き出すための駆動機構と、を有している。
(もっと読む)
ブロー成形方法及びブロー成形装置
【課題】 中間製品のバリ切除を正確かつ迅速に行うことができるブロー成形方法と装置を提供する。
【解決手段】 高密度ポリエチレン等の熱可塑性樹脂を溶融し、ノズルから押し出すことで形成されるパリソンを半割型を組合わせた金型のキャビティー内に閉じこめ、パリソン末端部等からエアーを吹き込むことにより、パリソンを加圧膨張させて金型内壁に押圧し中間製品とする。この際、パリソン末端部は半割型間に挟まってしまうため、ここがバリ部となる。こうして成形された中空の中間製品を金型内で冷却して脱型するとバリ付きの中間製品が成形される。そして、最後に脱型された中間製品のバリを切除するが、切除予定ラインに沿ってガイド部が形成されているのでバリ切除を正確かつ迅速に行うことができる。
(もっと読む)
中空成形装置
【課題】 従来の中空成形装置は、製品毎の高さを寸法に応じて底ばり取り爪の上昇位置を調整する必要があり、また、底ばりを底ばり取り爪の旋回力と下降力との作用により食いちぎるので、成形品に過大な力が加わり、成形品を傷めるおそれがあった。
【解決手段】中空成形装置において、吹込成形後の中空成形品を把持する把持体20を、底ばり切取り治具51,52に対し鉛直方向に接近・離反させる駆動装置40を具備した構成とした。把持体20側に、底ばり切取り治具に対し近接・離反方向へ把持体を移動させる駆動装置40を設けることによって、中空成形品の高さに応じた底ばり切取りの高さ寸法調整を容易にし、しかも、成形品を傷めずに底ばりを容易に切り取ることができる。
(もっと読む)
中空成形装置
【課題】 従来の中空成形装置は、型締・吹込工程にて上ばり除去用のハウジングおよびこれに連設したダクトなどの所定の占有空間を必要とし、型締・吹込工程にて狭い作業域を持つ中空成形装置ではこれらハウジングおよびダクトを使用できないという問題があった。
【解決手段】中空成形装置において、中空成形品Bを把持するとともに中空成形品Bの上ばりBbを受け入れる受け部21d,22dを設けた把持体21,22を具備した。さらにこれら把持体の上方にて把持体に近接させてストッパ体25,26を設け、吹込成形後の吹込ノズル8上昇の際、吹込ノズル8に付いた上ばりBbをストッパ体25,26に当接させて受け部21d,22dに落下させる構成とした。これによって、型締・吹込工程にて狭い作業域を持つ中空成形装置でも適用できて、上ばりを排除することができる。
(もっと読む)
シームレスベルトの製造装置及び製造方法
【課題】 フルカラー複写機の中間転写ベルトに用いられるシームレスベルトにおいて、パーティングラインが発生することが無く、かつ、厚み精度が良好なシームレスベルトを得ることができるシームレスベルトの製造装置及び製造方法を提供する。
【解決手段】 継ぎ目の無い円筒状に形成された金型本体10の上面に、上開口部を一部残して開口する上部割型20が設けられている。上部割型20の上方に、押出した円筒状の溶融樹脂を切断するためのカッター30が設けられている。金型本体10の下開口部12の下面に、下開口部12を開閉する下部金型40が設けられている。金型本体10の軸線と軸線が一致するように、金型本体10内に溶融樹脂を円筒状に押出すダイ50が設けられている。ダイ50には押出機60が連結され、また空気管70が設けられている。金型本体10、上部割型20、カッター30及び下部金型40は、一体となって上下動可能となっている。
(もっと読む)
一体型ハンドルを備えた容器の製造方法及びその方法によって製造される容器
本発明は、ハンドルを有する容器のブロー成形方法に関するものであり、
(i)予備成形物(2)を成形キャビティ内に導入し、延伸ロッドで予備成形物(2)を延伸する工程と、
(ii)第1のブロー工程中において、予備成形物(2)の内圧を上昇させ、前記成形キャビティ内で前記予備成形物(2)を膨張させる工程で、前記第1のブロー工程中の圧力が0.1MPa以上1MPa以下である工程と、
(iii)前記成形キャビティ内でつめ(3、4)を内向きに動かし、ハンドル領域において前記膨張する予備成形物(2)を前記つめ間で部分的に挟む工程と、
(iv)第2のブロー工程において、予備成形物(2)の内圧を引き続き上昇させ、これにより、前記予備成形物(2)が前記成形キャビティの限界まで膨張して容器を形成するよう、第2のブロー工程中の最大圧力が1MPa(10bar)を超える工程と、を含み、
前記つめ(3、4)の内向き動作は、第1のブロー工程中に完了する方法。  (もっと読む)
(もっと読む)
1 - 20 / 22
[ Back to top ]