
Fターム[4F210QW11]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 成形品の後処理、後加工 (1,441) | 熱処理 (1,245) | 加熱 (793) | 緊張下の熱処理 (71)
Fターム[4F210QW11]に分類される特許
21 - 40 / 71
延伸熱可塑性樹脂シートの製造方法
【課題】 本発明は、延伸倍率が厚み方向において略均一で且つ凹凸のない延伸熱可塑性樹脂シートを製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
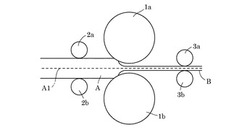
【解決手段】 本発明の延伸熱可塑性樹脂シートの製造方法は、熱可塑性樹脂シートAを一対の引抜ロール1a、1b間に通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記引抜ロール1a、1bの前方に前側支持部材2a、2bを配設すると共に、上記引抜ロール1a、1bの後方に後側支持部材3a、3bを配設し、上記前後支持部材2a、2b、3a、3bによって上記前後支持部材2a、2b、3a、3b間の上記熱可塑性樹脂シートAをその厚み方向の中間面A1が同一平面上に位置するように支持することを特徴とする。
(もっと読む)
成型用積層ポリエステルフィルムおよびその製造方法
【課題】低い温度および低い圧力での成型性、透明性、耐溶剤性、形態安定性(熱収縮特性、厚みむら)、さらに耐衝撃性に優れる、成型用積層ポリエステルフィルムおよびその製造方法を提供する。
【解決手段】ポリエステルA層の両面に、ポリエステルB層を積層してなる二軸配向フィルムを基材とし、該基材の片面又は両面に塗布層を有し、二軸延伸後の熱処理が2段階以上の区間を有し、最大昇温速度10〜30℃/秒、最大熱処理温度(A層の融点−10℃)〜(A層の融点+20℃)で得られ、塗布層にのみ粒子が含有され、A層の融点(TmA:℃)とB層の融点(TmB:℃)が下記式(1)と(2)を同時に満足し、150℃における熱収縮率が長手及び幅方向ともに6.0%以下であり、幅方向の厚み変動率が10%以下であることを特徴とする成形用積層ポリエステルフィルム。
260>TmB>TmA>200・・・(1)
50>TmB−TmA>5・・・(2)
(もっと読む)
積層成型用ポリエステルフィルム
【課題】成型性に優れ、かつ、耐擦り傷性に優れるハードコート層を設けた積層成型用フィルムを提供する。
【解決手段】共重合ポリエステルを含む二軸配向ポリエステルフィルムからなる基材フィルムの少なくとも片面にハードコート層を設けた積層成型用ポリエステルフィルムであって、(1)フィルムの長手方向及び幅方向における100%伸張時応力が、いずれも25℃において40〜300MPa及び100℃において1〜100MPa、(2)前記ハードコート層が、1分子中に2個の(メタ)アクリロイル基を有する(メタ)アクリレート単量体化合物と、1分子中に3個以上の(メタ)アクリロイル基を有する単量体化合物とを含むコーティング剤で形成されたものであり、1分子中に3個以上の(メタ)アクリロイル基を有する単量体化合物の割合が固形分総量に対して30〜90質量%である、積層成型用ポリエステルフィルム。
(もっと読む)
光学フィルム、偏光板、及びVAモード液晶表示装置
【課題】レターデーション及びその波長分散特性が、VAモード液晶表示装置の光学補償に適する範囲に調整されている光学フィルムの提供。
【解決手段】低残留溶剤量のフィルムを搬送方向に延伸し且つガラス転移点(Tg)以上融点(Tm)以下の温度で加熱処理してなる光学フィルムであって、下記式(1)〜(6)を満たすセルロースアシレートフィルムからなり、少なくとも1種のセルロースアシレート及び吸収極大波長λmaxが280nm以上380nm以下である少なくとも1種のレターデーション上昇剤を含む光学フィルムである。
(1) 35nm≦Re(550)≦75nm
(2) 85nm≦Rth(550)≦140nm
(3) 0nm<ΔRe(630−450)≦40nm
(4) −75nm≦ΔRth(630−450)<0nm
(5) 2.7≦A+B≦3.0
(6) B≧0
(もっと読む)
熱可塑性フィルム、その製造方法、偏光板および液晶表示装置
【課題】大きな位相差の傾斜構造を有し、熱寸法変化率が改善されており、かつ、液晶表示装置に使用した際に対角線状に表示むらの発生しない熱可塑性フィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含有する組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を互いに周速の異なるチルロールとタッチロール間を通過させてフィルム状に成形する工程と、フィルム状に成形した溶融物をTg−15℃〜Tg+30℃の温度下において0.5〜15kgf/mの張力で搬送する工程と、を含むことを特徴とする熱可塑性フィルムの製造方法(但し、Tgは前記熱可塑性樹脂のガラス転移温度を表す)。
(もっと読む)
セルロースエステルフィルムおよびその製造方法

【課題】プロピオニル基が実質的に置換されていないセルロースエステルを使用しても、フィルム破断やヘイズ上昇を引き起こすことなく、広幅化されたセルロースエステルフィルムを製造する方法を提供すること。
【解決手段】アセチル基の置換度が2.80〜3.00であり、かつプロピオニル基が実質的に置換されていないセルロースエステルを含む溶液を金属支持体上に流延・乾燥し、フィルムを剥離した後、加熱下で幅方向に20%以上延伸して保持する延伸工程Aを行うセルロースエステルフィルムの製造方法であって、延伸工程A後に得られるセルロースエステルフィルムのヘイズをHz(%)、表面粗さをD(nm)および表面摩擦係数をμとしたとき、以下の関係式;0<Hz×D×μ≦0.8;を満たすように、延伸工程Aで延伸温度および保持時間を調整することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
積層フィルムおよびその製造方法
【課題】成形性、特に熱成形性に優れたPPS積層フィルムを提供すること。
【解決手段】最外層が二軸配向ポリアリーレンスルフィドフィルムからなる積層フィルムであって、最外層以外の少なくとも1層が二軸配向共重合ポリアリーレンスルフィドフィルムからなり、最外層の二軸配向ポリアリーレンスルフィドフィルムと二軸配向共重合ポリアリーレンスルフィドフィルムが隣接し、積層フィルムの室温破断伸度(Er)と200℃破断伸度(E200)が下記式を満足する積層フィルム。
1≦E200/Er≦1.5
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】フィルムの長手方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.015以上0.060以下である下記要件(1)〜(3)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを長手方向に300mm、幅方向に210mmの試料の四隅のソリの高さがフィルムの厚み以下、(2)150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下、(3)4方向の破断強度TSと破断伸度TEの比TS/TEが、いずれも0.6(MPa/%)以上2.6(MPa/%)以下(4)長手方向のHS150が、0.50%以上0.80%未満であること
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性樹脂シートを一対のロール間を通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記熱可塑性樹脂シートを上記一対のロールの中間面と4°以上の角度を持って上記一対のロール間に供給することを特徴とする。
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】下記要件(1)および(2)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを製膜の長手方向に300mm、それに直角な幅方向に210mmの試料を150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下であること(2)長手方向のHS150が、0.50%以上0.80%未満であること
(もっと読む)
シート状物の延伸機、およびシート状物の延伸方法
【課題】位相差板や偏光板の打ち抜き工程における収率を向上することができるシート状物の延伸機、及び、シート状物の延伸方法を提供する。
【解決手段】熱可塑性のシート状物のを把持する複数のリンクがガイドレールに沿って案内され、前記シート状物を前記ガイドレールの入口側から出口側に搬送しつつ延伸する無端リンク装置の対を備え、前記無端リンク装置の各々は、前記入口側に配置された前記シート状物の幅を略一定に保って搬送する予熱領域と、前記予熱領域の後流側に配置され前記掴み装置の掴みピッチを徐々に拡大させてシート状物を延伸する延伸領域と、前記延伸領域の後流側に配置され延伸された前記シート状物の幅を略一定に保って搬送する熱固定領域を有し、少なくとも、連接された前記延伸領域と前記熱固定領域のユニットを複数配置した。
(もっと読む)
透明ポリマーフィルムの製造方法、該方法によって製造された位相差フィルム、並びに、これを用いた偏光板、および液晶表示装置
【課題】製造過程でのエネルギー効率に優れ、劣化が少なく高性能な位相差フィルムを製造することのできる透明ポリマーフィルムの製造方法、該方法によって製造された位相差フィルム、並びに、これを用いた偏光板、および液晶表示装置を提供する。
【解決手段】乾燥状態のフィルムの質量に対するフィルム中の揮発分が3〜30質量%である状態でポリマーフィルムを巻き取る巻取工程と、前記ポリマーフィルムを延伸する延伸工程と、延伸後の前記ポリマーフィルムに下記式(A)の条件を満たす温度T(単位;℃)で熱処理を施す熱処理工程と、を含むことを特徴とする透明ポリマーフィルムの製造方法。
式(A): Tg<T<Tm0
[式中、熱処理前のTgはポリマーフィルムのガラス転移温度(単位;℃)を表し、Tm0は前記熱処理前のポリマーフィルムの融点(単位;℃)を表す。]
(もっと読む)
セルロースアシレートフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reが高くて、Reの波長依存性が低いセルロースアシレートフィルムを製造する方法を提供する。
【解決手段】セルロースアシレートフィルムをTc≦T<Tm0を満たす温度Tにおいて、(Y+100)/(X+100)>1を満たすように延伸または収縮させなから熱処理する[Xは熱処理前後のセルロースアシレートフィルムの配向方向の寸法変化率(単位;%)を表し、Yは前記熱処理前後のセルロースアシレートフィルムの配向方向と直交する方向の寸法変化率(単位;%)を表す。]
(もっと読む)
熱収縮性ポリスチレン系積層フィルムの製造方法、熱収縮性ポリスチレン系積層フィルム及び包装体
【課題】良好な熱収縮性、ミシン目開封性および耐熱性を同時に発現し、生産性の高い熱収縮性ポリスチレン系積層フィルムを提供すること。
【解決手段】ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる熱収縮性ポリスチレン系積層フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリスチレン系積層フィルム。また、その生産性に優れた製造方法。
(もっと読む)
熱収縮性ポリエステル系フィルムの製造方法、熱収縮性ポリエステル系フィルム及び包装体
【課題】ミシン目開封性が非常に良好な上、きわめて生産性の高く被覆容器の補強効果に優れている熱収縮性ポリエステルフィルムを提供すること。
【解決手段】エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を13モル%以上含有しているポリエステル系樹脂からなる熱収縮性ポリエステル系フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリエステル系フィルム。
(もっと読む)
熱収縮性ポリスチレン系積層フィルム、およびその製造方法、包装体
【課題】良好な熱収縮性とミシン目開封性とを同時に発現し、生産性の高い熱収縮性ポリスチレン系積層フィルムを提供すること。
【解決手段】 ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる熱収縮性ポリスチレン系積層フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリスチレン系積層フィルム。また、その生産性に優れた製造方法。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法、包装体
【課題】ミシン目開封性が非常に良好な上、きわめて生産性の高く被覆容器の補強効果に優れている熱収縮性ポリエステルフィルムを提供すること。
【解決手段】 エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を15モル%以上含有しているポリエステル系樹脂からなる熱収縮性ポリエステル系フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリエステル系フィルム。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】長手方向が主収縮方向であり、低温領域では長手方向に収縮しないにも拘わらず、高温領域では高い収縮特性を示す上、主収縮方向と直交する幅方向における機械的強度がきわめて高く、特に、乾電池外装ラベル形成用のフィルムおよびその類似用途に好適に用いることが可能な熱収縮性ポリエステル系フィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、80℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、140℃のグリセリン浴中で10秒間処理した場合における長手方向の熱収縮率および幅方向の熱収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
透明蒸着用フイルム及び透明蒸着フイルム
【課題】
本発明の透明蒸着用ポリエステルフイルムは、薄い蒸着膜厚さで高いガスバリア性能及び防湿性能を安定して付与し格段に向上させる透明蒸着用ポリエステルフイルム及びその透明蒸着ポリエステルフイルムを提供せんとするものである。
【解決手段】
本発明の透明蒸着用ポリエステルフイルム及びその透明蒸着ポリエステルフイルムは、ポリエステルフイルムであって、蒸着側フイルム表面の中心線面粗さ(SRa)が2〜80nm、山数(SPc)が5〜130ヶ/0.1mm2であり、蒸着側フイルム表面の陥没欠点が3〜50個/mm2で、フイルムの融解サブピーク Tsが190〜235℃であり、フイルム中のジエチレングリコール量が1.2重量%以下である厚さ5〜25μmの透明蒸着用ポリエステルフイルム及び巻き長さが45,000m以上である透明蒸着用ポリエステルフイルムロールである。
(もっと読む)
セルロースアシレートフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reが大きくて割れにくく、トタン板状のシワがなく、Reの湿度変化が小さくて製品幅の広いセルロースアシレートフィルムを製造する方法を提供する。
【解決手段】セルロースアシレートフィルムを予備延伸した後、前記予備延伸の方向に直交する方向の寸法変化を抑制しながらTc≦T<Tm0を満たす温度Tで熱処理する[Tc、Tm0は、熱処理前のセルロースアシレートフィルムの結晶化温度、融点をそれぞれ表す。]
(もっと読む)
21 - 40 / 71
[ Back to top ]