
Fターム[4F211AB14]の内容
プラスチック等のライニング、接合 (31,000) | 添加剤、配合剤 (311) | 機能を特定したもの (195) | 光学特性改善剤 (36)
Fターム[4F211AB14]に分類される特許
21 - 36 / 36
熱可塑性樹脂部材の溶着方法
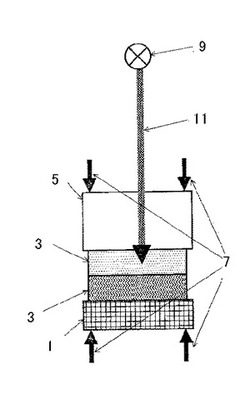
【課題】厚いポリオレフィン樹脂(PE、PP)やポリフッ化炭化水素樹脂の場合でも良好な溶着結果を齎す赤外線溶着法を提供することにある。
【解決手段】支持体1に対して2個以上の熱可塑性樹脂部材3を重合し、さらに赤外線透過性固体5を重合して重合群を形成し、この重合群に対して赤外線透過性固体側からCOを光源とする赤外線ビーム11を照射する。赤外線透過固体と接触する熱可塑性樹脂部材の境界温度が相対的に低くなり、浸透した赤外線エネルギーによりその内部でより高温となった領域を発現し得る。その結果熱可塑性樹脂部材の赤外線ビーム照射側表層での熱損傷による表面性状の悪化が抑制され、短時間のうちに加熱・冷却された溶着層を得ることができる。
(もっと読む)
シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】線状近赤外線半導体レーザー光で溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】熱収縮性基材フィルムの延伸方向にあるラベル両端を溶着してなる筒状シュリンクラベルであって、縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルの切断端を上下に重ねてラベルを筒状に成形し、前記重ね部に、透明ガラス、透明樹脂板または貫通部付き金属部材からなる押さえ具にて部分的に押圧し、および幅0.05〜15mm、長さ20〜200mmの線状近赤外線半導体レーザー光を照射して溶着してなるとを特徴とする。
(もっと読む)
パイプの接合方法

【課題】低コスト及び短時間で接着面を溶融凝固でき、接着剤やシールテープを必要としない実用的なパイプの接合方法を提供すること。
【解決手段】第1及び第2のパイプ1,2の何れか一方を熱可塑性の材料から構成すると共に、前記第1のパイプの一端の外周面にレーザー光4に対して吸収性の色素3を塗布し、該一端と前記第2のパイプの一端とを嵌合して、前記第1のパイプの一端の外周面に前記第2のパイプの一端の内周面を当接させた状態とした後、当該第2のパイプの外側から前記嵌合部の全周に前記レーザー光を照射して、前記第1及び第2のパイプの当接面を熱融着させ接合する。
(もっと読む)
水を介在させたプラスチック部材のレーザー溶接方法
【課題】本発明の目的は、水が接合予定の部材間に介在していてもレーザー溶接することができ、たとえ部材が薄いプラスチック部材であったとしても溶接部の熱変形を抑制しながら部材同士を接合することができるレーザー溶接法を提供することである。
【解決手段】本発明に係る水を介在させたプラスチック部材のレーザー溶接方法は、接合予定の部材1,2を1組用意する準備工程と、部材同士を接面させ、かつ、部材同士を押し付けて接面させたときに生ずる隙間空間7に水5を満たす接面工程と、部材の少なくとも一方にレーザー光線4を照射して発熱させ、部材同士を融着させる融着工程と、を有する。部材がレーザー光線を吸収しない場合は、薄層6若しくは成形物を部材間の内側に配置し、薄層若しくは成形物にレーザー光線を吸収させることで発熱させる。
(もっと読む)
レーザー溶着方法
【課題】接合した樹脂部材に色が付くことを防ぐと共に、高価なレーザー光吸収材の使用量を減らして大幅にランニングコストを削減する。
【解決手段】重合した溶接すべき樹脂部材1、2の上面に、合わせ面にレーザー光吸収材5を付着させた2枚一組のレーザー光に対する透過性を有するシート状部材3、4を重ねる。更に該シート状部材3、4の上に加圧パレット6を重ね加圧した状態において、該加圧パレット6の上方からレーザー光8を照射し、レーザー光吸収材5を発熱させる。そしてこの熱のシート状部材4への伝導を通して両樹脂部材1、2の接合面を溶融する。
(もっと読む)
シュリンクラベル又はロールラベルの製袋方法
【課題】本発明は、プラスチックフィルムラベルについて、合わせ目のラベル端の浮きを防止し、合わせ目の美粧性を高めること及び接着剤の使用に係る管理の煩わしさをなくすことを目的とする。さらにその後ラベルを熱収縮させたときに、合わせ目に波立ちなどの成形不良が発生することを減らすことを目的とする。
【解決手段】本発明に係る製袋方法は、シュリンクラベル用のフィルム又はロールラベル用のフィルム1の両端2a,2bを、合わせ目3を持たせて重ねた後、合わせ目の領域4と合わせ目の領域の隣のフィルムが重ねられていない領域5との境界6を横切りながらレーザー光線9を照射して、重ねられたフィルム同士をレーザー光線の走査の軌跡7に沿って熱融着し、レーザー光線の照射を合わせ目の方向8に沿って位置をずらしながら繰り返し行なうことで、合わせ目を熱融着してフィルムを製袋することを特徴とする。
(もっと読む)
レーザー光吸収材の表面塗布による溶接方法
【課題】特に容器を形成する工程において用いた場合に、容器完成後に内容物を収容する場合にあっては、レーザー光吸収材が内容物に直接接触することがなく、また内容物の収容後に容器本体に蓋を被せる場合にあっては、内容物から離れた位置において発熱作用が生ずるようにする。
【解決手段】レーザー光吸収材3を、重合した樹脂部材1、2の内の一方の樹脂部材1における重合面とは反対側の面に付着せしめる。該一方の樹脂部材1の外側からレーザー光吸収材3を付着した部分にレーザー光4を照射する。レーザー光4の吸収による発熱の他方の樹脂部材2への伝導を通して両樹脂部材1、2の接合面を溶融する。その後冷却して接合する。
(もっと読む)
レーザー溶着用光吸収樹脂組成物及び光吸収樹脂成形体、並びに光吸収樹脂成形体の製造方法
【課題】透明性を保持でき、且つ安定したレーザー溶着ができるレーザー溶着用光吸収樹脂組成物を提供する。
【解決手段】30℃以上のガラス転移温度を持つ高分子分散剤と、レーザー光吸収微粒子とを含有するレーザー溶着用光吸収樹脂組成物であって、上記レーザー光吸収微粒子が、一般式XB6(但し、Xは、La、Ce、Gd、Tb、Dy、Ho、Y、Sm、Eu、Er、Tm、Yb、Lu、Sr、Caのうちから選択される1種以上の元素である。)で表記される6ホウ化物の微粒子である。
(もっと読む)
レーザー溶着体
【課題】
複雑な工程を経ることなく、簡便に調製された部材を一度のレーザー溶着工程で一体化でき、しかも外観や溶着強度に優れ、樹脂特性を損なわないレーザー溶着体を提供する。
【解決手段】
レーザー溶着体は、熱可塑性樹脂と、ニグロシン、アニリンブラック、フタロシアニン、ナフタロシアニン、ポルフィリン、ペリレン、クオテリレン、アゾ染料、アントラキノン、スクエア酸誘導体、インモニウム染料から選ばれるレーザー光弱吸収剤とを含有するレーザー光弱吸収性成形部材(1)(2)の複数を重ね合わせたまま、そこへ照射された発振波長800〜1100nmのレーザー光による発熱で、溶着されている。該複数のうちレーザー光照射側の成形部材(1)の吸光度a1が0.09〜2.0であり、該吸光度a1と別な成形部材(2)の吸光度a2との吸光度比a1/a2が0.4〜1.2である。
(もっと読む)
医療器の製造方法
【課題】光照射により医療用チューブと被接合部材とを加熱溶着により接合する工程を有する医療器の製造方法において、より簡便な手法により、安全性の高い医療器を製造しうる手段を提供する。
【解決手段】医療用チューブと被接合部材との接合部へ赤外線を照射することにより、前記医療用チューブと前記被接合部材とを加熱溶着により接合する工程を有する、医療用チューブおよび被接合部材を備えた医療器の製造方法であって、前記医療用チューブが3層以上からなる多層構造を有し、前記多層構造の少なくとも1層が赤外線吸収剤を含有し、前記医療用チューブの総断面積に対する前記赤外線吸収剤を含有する層の断面積の比率が2〜60%であることを特徴とする、医療器の製造方法である。
(もっと読む)
成形部材のレーザー溶着体
【課題】成形された薄層を3層以上重ねたり、複雑な形状に成形された3つ以上の部材を当接させたりしたまま、一度のレーザー溶着工程で簡便に一体化でき、しかも外観や溶着強度に優れ、樹脂特性を損なわないレーザー溶着体を提供する。
【解決手段】レーザー溶着体は、レーザー光透過性成形部材1と、レーザー光の吸収剤を含有するレーザー光吸収性成形部材3と、該レーザー光の一部を透過させ別な一部を吸収するレーザー光透過吸収剤を含有しつつそれら部材1・3間に挟まれた単層または複層からなるレーザー光透過吸収性成形部材2とが、熱可塑性樹脂を含有しており、重ねられたまま、該レーザー光4の照射による発熱で溶着されて一体化している。
(もっと読む)
レーザー光透過性樹脂組成物、及びそれを用いたレーザー溶着方法
レーザー溶着用のレーザー光透過性樹脂組成物は、熱可塑性樹脂100重量部と、密度が少なくとも4g/cm3で平均粒子径が100nm〜400nmである酸化チタン0.01〜3重量部とが含有されており、白色、灰色または淡彩色である白色系の色相を示すものである。レーザー溶着方法は、レーザー光吸収性を少なくとも部分的に有し得る樹脂部材2に、前記のレーザー光透過性樹脂組成物を成形したレーザー光透過性の樹脂部材1を、重ね合わせて、そこへレーザー光3を照射させることにより、熱溶着させるというものである。  (もっと読む)
(もっと読む)
成形樹脂製品
【課題】製造容易であると共に透過材と吸収材との接合強度が高く、耐熱性、外観意匠性に優れた成形樹脂製品を提供すること。
【解決手段】レーザー光を透過する樹脂成形部材からなる透過材2と、レーザー光を吸収する樹脂成形部材からなる吸収材3とを重ね合わせた重ね合せ部11に対し、透過材2側から半導体レーザーのレーザー光Lを照射することにより、吸収材3と透過材2とを溶着して接合してなる成形樹脂製品1。透過材2は、重量平均分子量が40000〜80000のポリフェニレンスルフィドからなる。
(もっと読む)
レーザー溶接性ポリマー
本発明は、レーザー透過性パーツとレーザー吸収性パーツからなり、レーザー光によって互いに溶接できるレーザー溶接性ポリマーに関し、レーザー吸収性パーツが吸収剤としてリン酸水酸化銅および/またはリン酸銅を含むことが特徴である。 (もっと読む)
レーザー放射線を使用してプラスチック部品を一緒に溶接する方法
可視領域の外部の波長を有するレーザー放射線を使用してプラスチック部品を溶接する方法が開示されている。本発明の方法により、一緒に結合されるプラスチック部品の1つの結合領域が、電磁スペクトルの可視領域で透明であり、実質的に無色であり、レーザー放射線を吸収する材料が備えられている。本発明の方法は、レーザー放射線を吸収する材料として、多環状有機化合物、ドープされた錫酸化物、およびランタニド金属およびアルカリ土類金属Mの六ホウ化物MB6の群から選択される、レーザー放射線に対して耐性であり、少なくとも300℃の熱安定性を有する少なくとも1種の非イオン性化合物を使用することを特徴とする。可視領域の外部にある波長を有するレーザー放射線を使用して溶接したプラスチック部品を製造するために適した調製物も開示され、前記調製物は、a)プラスチック部品を形成するために適した熱可塑性マトリックスポリマー、b)多環状有機化合物、ドープされた錫酸化物、およびランタニド金属およびアルカリ土類金属Mの六ホウ化物MB6の群から選択される、電磁スペクトルの可視領域で透明であり、実質的に無色であり、使用されるレーザー放射線を吸収し、非イオン性であり、レーザー放射線に対して耐性であり、少なくとも300℃の熱安定性を有する少なくとも1種の材料、c)場合により1個以上のUV安定剤、およびd)場合により他の添加剤を含有する。 (もっと読む)
管状物の製造方法
スチレン系エラストマーとポリオレフィン系樹脂とを含む熱可塑性樹脂組成物(A)からなる層を有する管状体(a)とポリオレフィンを含む熱可塑性樹脂組成物(B)からなる管状体(b)とを挿入接着してなる管状物の製造方法であって、細管の外径と太管の内径との比(細管外径/太管内径=X)を1<X<1.25とし、前記管状体(a)および/または前記管状体(b)の接着部に吸収波長700〜2,500mmの吸収剤を介在させた後にレーザー光を照射することを特徴とする。特定組成の樹脂組成物および特定内径および外径の管状体を結合することで、結合部位を強固に接着することができる。 (もっと読む)
21 - 36 / 36
[ Back to top ]