
Fターム[4F211TN17]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 高周波加熱 (111) | 誘導加熱 (46) | 金属の埋め込み (11)
Fターム[4F211TN17]の下位に属するFターム
コイルの埋め込み
Fターム[4F211TN17]に分類される特許
1 - 11 / 11
樹脂溶着用芯金、複合部材及びその製造方法
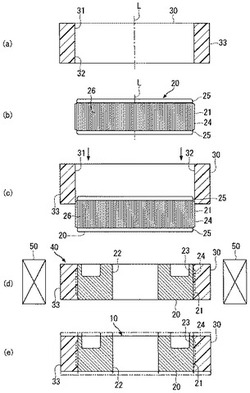
【課題】樹脂外周材と樹脂溶着用芯金との接合強度を容易に向上することができる樹脂溶着用芯金の製造方法を提供する。
【解決手段】樹脂外周材30の嵌合孔31に樹脂溶着用芯金20を嵌合して誘導加熱することで、樹脂溶着用芯金20の側周面21に樹脂外周材30を溶着する際、樹脂外周材30の嵌合孔31に平坦内壁面32を設け、樹脂溶着用芯金20の側周面21に、複数の筋状突部26が周方向に互いに隣接配置した凹凸部24と、複数の筋状突部26の両端側に形成された平坦部25とを設け、樹脂溶着用芯金20の側周面21に樹脂外周材30の嵌合孔31を嵌合させることで、平坦内壁面32に複数の筋状突部26の頂部を接触させると共に平坦部25を対向させ、その後誘導加熱することにより凹凸部24及び平坦部25に樹脂外周材30を溶着する。
(もっと読む)
複合部材の製造方法

【課題】芯金の外周に樹脂製環状体を接合した複合部材を複数製造する際、手間を簡略化できて生産性を向上し得る複合部材の製造方法を提供する。
【解決手段】中心孔11を有した芯金15の外周に樹脂製環状体17を嵌合した組合せ部材25を複数用い、芯金15の中心孔11に軸状治具27を貫通させて複数の組合せ部材25を軸状治具27に支持させ、各芯金15に各樹脂製環状体17を融着して接合することで複数の複合部材23を製造する際、樹脂製環状体17の両端面が芯金15の両端面より張り出した複数の組合せ部材25を、隣り合う各組合せ部材25における樹脂製環状体17の端面同士を当接させて軸状治具27に支持させ、各芯金15を加熱することで各樹脂製環状体17の両端面を溶融することなく各樹脂製環状体17を各芯金15に融着する。
(もっと読む)
樹脂溶着方法および車両内装用樹脂部品
【課題】見栄えを向上させることのできる樹脂溶着方法および車両内装用樹脂部品を得る。
【解決手段】熱可塑性樹脂製のフロアボード10の裏面側板部16と熱可塑性樹脂製のストラップ9の基体部21との間に金属メッシュ板23を介在させた状態で、金属メッシュ板23の近傍に配置した電磁誘導コイル25を高周波電流により励磁し、金属メッシュ板23に誘導電流を発生させて金属メッシュ板23を発熱させることで、裏面側板部16および基体部21の金属メッシュ板23近傍の樹脂を溶融させてフロアボード10の裏面側板部16にストラップ9の基体部21を溶着した。
(もっと読む)
ホースと口金具用樹脂製ニップルとの接続方法及びホース口金具接続構造
【課題】ホースと口金具用樹脂製ニップルとを締め具により加締めることなく接続する方法であって、ホースやニップル自体が変形してシール性を損なうことがない接続方法を提供する。また、その接続方法に使用する口金具用ニップル及びその接続方法によりホースと口金具用ニップルが接続されたホース口金具接続構造を提供する。
【解決手段】ニップルの外周面に少なくとも1個の環状体を、環状体の内周が前記ニップルの外周に接触するように配設し、ニップルをホースに環状体の外周とホース内周が接触するように挿入した後、環状体を加熱させることでニップルとホースとを溶着して一体化する接続方法を用いることで解決する。
(もっと読む)
航空機の複合材製構造体の製造方法及びその構造体
【課題】航空機用の複合材製構造体に含まれる導電性部材に起因する、航空機の無駄な重量増加をなくす。
【解決手段】構造体を製造する方法は、複合材からなる基材10の表面に少なくとも1の導電性部材3を取り付け、導電性部材3の一部又は全部に通電して発熱させることによって、成形及び/又は組立を行う工程(P2、P3)を行い、それらの工程によって形作られた構造体に含まれる導電性部材3の一部又は全部を、航空機において耐雷、防除氷及び電磁干渉シールドの少なくとも一の機能を得るための部材とする。
(もっと読む)
プラスチックの張り合わせ方法、接合装置、その方法を使用して製造されたプラスチック製品
【課題】 プラスチック製品を、低温で、かつ強固に張り合わせるためのプロセス及び装置を提供し、さらにはそれにより張り合わされた各種プラスチック製品、特にプラスチック製バイオチップやマイクロ分析チップを提供すること。
【解決手段】 プラスチックからなる第1の部材と、プラスチック又は非プラスチックからなる第2の部材を張り合わせる方法であって、張り合わせる接合面の一部又は全部に導電性物質をコーティングする工程、を有することを特徴とする張り合わせ方法であって、好ましくはさらに導電性物質をコーティングした部分を加熱する工程を有する張り合わせ方法。
(もっと読む)
樹脂マンドレルの接続方法
【課題】バリの発生を抑制するとともに、強度のばらつきを小さくし、短時間で樹脂マンドレルの端部どうしを接続可能とする樹脂マンドレルの接続方法を提供する。
【解決手段】それぞれの樹脂マンドレル1、2の端部1a、2aを離間して対置し、両端部1a、2aの間にかえり部4を有する金属製の連結棒3を配置して高周波誘導加熱装置5で加熱し、対置した端部1a、2aの少なくとも一方を互いに接近する方向に移動させて、加熱した連結棒3をそれぞれの端部1a、2aに樹脂を熱溶融させながら埋入させる。
(もっと読む)
溶接方法
【課題】付加的な別体の取付部材やシール部材が不要であり、恒久的な結合状態を得ること。
【解決手段】金属板40をプラスティック構成部品30に取付けるとともに、そのプラスティック構成部品の取付け板38に、金属材料を含有する脚部42を取付ける。このプラスティック構成部品38は、中空プラスティック容器20の内側の壁34に向けて、電磁石50によって引き寄せられる。この状態において、誘導コイル56を励磁して、脚部42の金属材料を発熱させる。この発熱により、脚部42が溶融して溶接材料44となり、プラスティック構成部品30が中空プラスティック容器20の内側の壁34に溶接される。
(もっと読む)
熱可塑性樹脂成形品の熱溶着方法
【課題】 抵抗発熱体を溶着面に仮固定して行う熱可塑性樹脂成形品の熱溶着方法を提供する。
【解決手段】 熱可塑性樹脂で成形された成形品の互いの溶着面23間に金属製の発熱体40を挟み込み、前記発熱体40の発熱により前記溶着面23を溶融し、その後冷却することにより成形品同士を熱溶着させる熱溶着方法において、一方の成形品の溶着面23に発熱体40を置き、この状態で予め発熱体40を局部的に発熱させて一方の成形品における溶着面23に発熱体を仮固定し、その後双方の成形品を適宜な圧力で重ね合わせた後、前記発熱体40全体を発熱させて成形品同士の熱溶着を行う。
(もっと読む)
複合材料で作られたパッケージングボディのケーシング部分内にキャップ要素をシーリングする装置
【課題】
できる限り少ない工程でシーリング加工を行うことができかつ異なる断面形状をもつケーシング部分にも容易に適合できる、複合材料で作られたパッケージングボディのケーシング部分内にキャップ要素をシーリングする装置を提供することにある。
【解決手段】
誘導リング(3)が設けられており、該誘導リングはケーシング部分を包囲しかつ該ケーシング部分の外周形状に適合し、誘導リングはリングを形成する少なくとも2つのセグメント(4、5、6、7)を有し、該セグメントは、これらのセグメントにより包囲される断面積が変化できるようにキャップ要素の平面内で変位でき、2つのセグメント(4、7)間の第一ジョイント(10)は電気的絶縁体として構成され、これにより、第一ジョイントで隣接するセグメント(4、7)間の電気的接触は全く存在せず、他のジョイント(11)は、セグメント相互の相対位置とは無関係に、隣接するセグメント間に電気的接触が存在するように構成されていることを特徴とするシーリング装置。  (もっと読む)
(もっと読む)
パッケージを製造する方法及び装置
パッケージを製造する方法及び装置が提供される。この方法は、誘導加熱可能な材料の少なくとも1つの層を含む熱可塑性プラスチック被覆されたパッケージ材料シートの筒状の第1パッケージ部分を準備する工程を含んでいる。第1パッケージ部分はシートの対向する2つの縁部分の間に封止された第1継目を有している。この方法はさらに、第1パッケージ部分と第2パッケージ部分とを互いに接合し、第1継目と第2継目とは互いに交差するようにする工程を含んでいる。この方法はさらに、導体が第2継目に沿って延びるように互いに沿って延在する少なくとも2つの導体を含む誘導加熱手段を配置し、誘導加熱手段に誘導電流を供給することによって、第2継目を封止する誘導加熱手段を配置する工程を含んでいる。誘導電流は導体によって第2継目に沿って前記少なくとも2つの導体内の反対方向に導通される。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]