
Fターム[4F211TN29]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接合のための加熱方法 (1,761) | 輻射熱による加熱 (30) | 電気発熱体が熱源 (7)
Fターム[4F211TN29]に分類される特許
1 - 7 / 7
熱可塑性樹脂材の融着方法、熱可塑性樹脂材を融着する溶融棒、熱可塑性樹脂材の融着装置、及び融着した熱可塑性樹脂材

【課題】熱可塑性樹脂材を積層した部分に加熱棒を挿入し融着して一体化した強度は一定の強度があるが、長時間の使用を経ると一体化した部分の一部が破れたり、剥がれたりしてしまう。
【解決手段】超音波振動用工具ホーンに、少なくとも尖端部とくびれ部を形成し、重ねた二以上の熱可塑性樹脂材に押圧し、超音波振動する工具ホーンの尖端部で重ねた二以上の熱可塑性樹脂材に貫通孔を開けるとともに溶融し、工具ホーンのくびれ部に溶融した熱可塑性樹脂材を取り込んだ後、工具ホーンを押圧方向と逆方向に引き抜くことによって、工具ホーンのくびれ部に取り込んだ溶融した熱可塑性樹脂材を貫通孔から持ち上げ、リング状部に成形して、冷却・固化して熱可塑性樹脂材を一体化する。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置

【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
電気融着コントローラ
【課題】運搬が容易な電気融着コントローラを提供する。
【解決手段】ケース21は、開閉可能なケース半体22,23よりなる。ケース21内に出力ケーブル、電源ケーブル、バーコードケーブルを巻回して収容可能である。ケース21を閉め、取手55を持って運搬することができる。使用時には、ケース21を開け、これらを引き出して用いる。バーコードケーブルの先端に設けられたバーコードリーダーによって継手バーコードを読み取り、通電条件を演算する。
(もっと読む)
マイクロチップ
【課題】微細流路の変形が生じない高精度なプラスチック製のマイクロチップを提供することである。
【解決手段】マイクロチップ10は、微細流路13となる微細加工が施されたプラスチック製の第1基材11と、第1基材11の微細加工された面に接着剤レス接合されたプラスチック製の第2基材12とを含み、第2基材12の接合面に金属薄膜14が設けられている構成とする。
(もっと読む)
プラスチックコンポーネントの組立体を溶接するために抵抗インプラントを配置するシステム及び方法
抵抗インプラント材料を第1のプラスチックコンポーネント上に位置決めするインプラントアプリケータ及び方法。第1のプラスチックコンポーネントは、第1のプラスチックコンポーネントと第2のプラスチックコンポーネントとの間に抵抗インプラント溶接部を形成するために用いられる。抵抗インプラント材料を加熱してこれを第1のコプラスチックコンポーネントの標的表面に押し付け、それにより抵抗インプラントを定位置に仮留めする。第2のプラスチックコンポーネントを仮留めされた抵抗インプラント及び公知の仕方で形成された溶接部上に位置決めする。抵抗インプラント材料を第2の部材によって第1のコプラスチックコンポーネントに押し付ける前に電流を抵抗インプラント材料に流すことによって、或いは、抵抗インプラント材料を第1のコプラスチックコンポーネントに押し付ける前に抵抗インプラント材料を別個に加熱された表面に接触させることによって抵抗インプラント材料を仮留めのために加熱するのが良い。 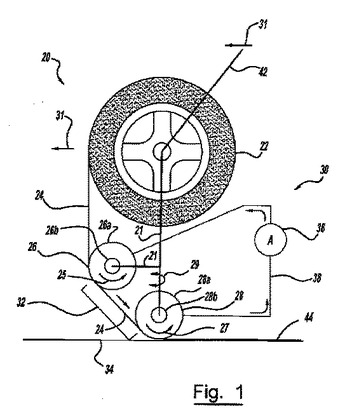 (もっと読む)
(もっと読む)
自動車用途での構造接合用抵抗インプラント溶接
ポリマー材料で作られる第1部分と第2部分を有する溶着構成部品。第1部分と第2部分の間には、コンダクタがあり、溶接線が、前記第1部分と前記第2部分の間に、コンダクタの表面領域に沿って形成される。溶接線は、5.5MPa(800psi)以上の強度を有する。形成される溶着構成部品は、テールゲート、ランボード、ルーフレール、リフトゲート、又はフロントエンドキャリアのようなどんな自動車構成部品であってもよい。 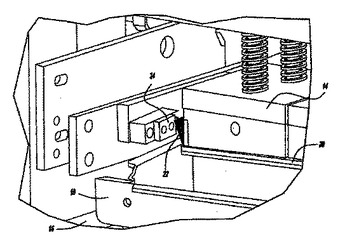 (もっと読む)
(もっと読む)
クランプ装置及びクランプ装置用補助部材
【課題】融着完了前に配管作業を行っても電気融着継手の接合品質を損なうことなく、融着完了前に配管作業を行うことによって迅速な施工が可能になり、しかも樹脂管の表面を傷付けてしまうことがないクランプ装置及びクランプ装置用補助部材を提供する。
【解決手段】樹脂管11Lと樹脂管11Rとを電気融着継手12の両端に設けられた挿入口12Laと挿入口12Raとに挿入した状態で、電気融着継手12に臨む台座部14に挿入端部11Laと挿入端部11Raとを固定するためのクランプ部材15Laとクランプ部材15Raとがそれぞれ設けられ、樹脂管11L,11Rに外力が加わった際に、挿入端部11Laと挿入端部11Raとが動くのを抑えるために、挿入口12Laと挿入口12Raとに対して、それぞれクランプ部材15Laとクランプ部材15Raとから遠い側にクランプ部材15Lbとクランプ部材15Rbとが並設されている。
(もっと読む)
1 - 7 / 7
[ Back to top ]