
Fターム[4F212UF05]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形材料の供給 (86) | 挿入物等の供給 (11)
Fターム[4F212UF05]に分類される特許
1 - 11 / 11
ポンツーン及びその製造方法
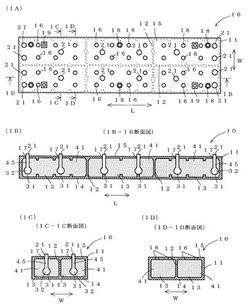
【課題】バランスが崩れて傾斜するようになった場合に、容易にバランスを取ることができ、しかも浮き桟橋として利用可能な箱体上面の面積が減少することがなく、また、製造時間を短縮できるポンツーンを提供する。
【解決手段】コンクリート製の箱体11と箱体11に充填した合成樹脂発泡体41とでポンツーン10を構成し、箱体11に充填した合成樹脂発泡体41内に、箱体41の上面の孔17を介して外部と通じる空洞45を複数箇所に設け、ポンツーン10の使用中等に、バランスの崩れを生じて傾くようになった場合に、バランス取り用のおもり部材を空洞内に充填可能とした。
(もっと読む)
裏面材、及びシートクッションの製造方法

【課題】シートクッション用成形型の型内面にセットした際に、型内面から浮き難い裏面材を提供する。
【解決手段】裏面材100は、シートクッションの背もたれ部の裏面に一体化される背部布110と、シートクッションのヘッドレスト部の凹部の内面に一体化され、下方に開口するとともに頂辺が円弧状に形成される袋状の頭部布120とを備える。頭部布120の先端部分は、凹部の前方側の内面形状に合わせて形成される頭前面部121と、凹部の後方側の内面形状に合わせて形成される頭後面部122とからなり、頭後面部122は、3つに分割された状態で頭前面部121の円弧状の頂辺から3方向に延出された第1頭部分割片122a〜cを、頂辺に沿って折り返すとともに互いを縫い合わせて形成されている。
(もっと読む)
生分解性容器の製造方法およびその方法で製造された生分解性容器
【課題】生分解性材料を水蒸気発泡させて焼成する際に生分解性材料の余剰分を発生させずに済む生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型と雌型からなる発泡成形用の金型を用い、水分を含んだ生分解性材料を介在させて雄型と雌型を嵌合させ、金型内で生分解性材料を加熱し水蒸気発泡させて焼成することにより底部、胴部および開口縁部を有する容器状の発泡基材層を成形する工程を備え、雄型と雌型は完全に嵌合した際に互いに当接して第1蒸気抜き孔を形成する当接部をそれぞれ有すると共に少なくとも一方に第2蒸気抜き孔が形成され、金型内で生分解性材料を加熱する前記工程は、雄型と雌型の当接部が所定の間隔を空けて対向するように雄型と雌型を所定時間だけ予備的に嵌合させた後、前記当接部が互いに当接するように雄型と雌型を完全に嵌合させ第1および第2蒸気抜き孔から水蒸気を放散させながら焼成する工程である。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
発泡ゴムの製造方法及びその製造装置
【課題】レーザプリンタ、複写機、各種端末機をはじめとするOA機器などに好適に用いることができる発泡ゴムの製造方法を提供する。
【解決手段】予め成形されたゴム層31に密着させて発泡ゴム層32を成形する発泡ゴムの製造方法において、型7内にゴム層31をセットし、その状態で固体状の未発泡ゴム材料srを加熱すると共に加圧して型7内に注入し、注入した未発泡ゴム材料rを加硫し、発泡させて発泡ゴム層32を成形すると共に、ゴム層31に接着する方法である。
(もっと読む)
発泡体の製造方法
本発明は発泡体の製造方法に係り、さらに詳しくは、任意の形状を有する成形面が具備される下部金型を準備した後、上面または下面から選択されるいずれかの一面または両面全部に任意の形状を有する少なくとも一つ以上の突出部が突設されている中間金型と任意の形状を有する成形面が具備される上部金型とを前記下部金型の上部に順次に位置させ、金型を密閉するステップと、前記中間金型によって区画される前記上部金型と前記下部金型との内部成形空間に発泡材料を充填させ、発泡が抑制された状態での上部プリフォームと下部プリフォームとをそれぞれ同時に成形するステップと、前記金型を開放させ、中間金型を取り外すステップと、前記中間金型の突出部によって前記プリフォームに形成される溝部に前記上部プリフォーム及び下部プリフォームの相互間の架橋が抑制できるように境界材料を挿入させるステップと、前記金型を密閉し、前記上部プリフォームと下部プリフォームとをそれぞれ同時に架橋発泡させるステップと、を含んでなることをその技術的特徴とする。  (もっと読む)
(もっと読む)
ポリエチレン系樹脂予備発泡粒子と該予備発泡粒子から得られる発泡成形体
【課題】 簡便で経済的に製造可能なポリエチレン系樹脂予備発泡粒子を用いて、吸音材、通水材として利用可能な高い空隙率と高い圧縮強度、及び広い周波数範囲(特に1000Hz以下の低周波数領域)について高い吸音率を有するポリエチレン系樹脂発泡成形体を安定的に提供すること。
【解決手段】 ポリエチレン系樹脂予備発泡粒子の嵩密度ρ1と真密度ρ2との関係が、0.55ρ2≦ρ1≦0.60ρ2なる条件を満足し、且つL/Dが2以上3以下の柱状形状であることを特徴とするポリエチレン系樹脂予備発泡粒子を用いることにより、高い空隙率と高い圧縮強度及び広い周波数範囲(特に1000Hz以下の低周波数領域)について高い吸音率を有する、ポリエチレン系樹脂発泡成形体を得ることが出来る。
(もっと読む)
発泡成形用金型及び発泡成形方法
【課題】 発泡性熱可塑性樹脂粒子の型内発泡成形における熱エネルギーのロスを低減できる発泡成形用金型で、製作または既存金型からの改良が容易で、安全かつ低コストで実施でき、しかも耐久性に優れたものを提供する。
【解決手段】 成形室51の背面側に設けられた蒸気室15、35内面における、成形室空間を構成する中型11、31の蒸気室内面側を除く一部又は全面に、更に、必要により蒸気室15、35に通ずる蒸気配管23、43や蒸気バルブ24、44の内側や表面に、中空ビーズ構造のアルミノ珪酸ソーダガラスを含む熱硬化型水溶性樹脂を熱硬化させた被覆層を形成した。
(もっと読む)
複合成形品とその製造方法及び製造装置
【課題】 熱可塑性樹脂発泡成形品の表面にシートが積層された複合成形品を高い成形精度で製造する方法、それに用いる製造装置、及び前記方法で得られた複合成形品の提供。
【解決手段】 成形型を構成する第1の型と第2の型の間に熱可塑性樹脂シートを張設し、該熱可塑性樹脂シートを加熱、軟化せしめた後、第1の型と第2の型を型締めして製造する複合成形品の外形と合致するキャビティを形成し、第1の型側からキャビティを通してシート押圧部材を第2の型に近接せしめ、軟化した熱可塑性樹脂シートを第2の型側に押圧し、次いでシート押圧部材を元の位置に戻し、キャビティ内に熱可塑性樹脂発泡粒子を充填し、次いで成形型を熱可塑性樹脂発泡粒子の融着温度以上の温度に加熱して型内成形し、熱可塑性樹脂発泡成形品の表面に熱可塑性樹脂シートからなる表皮が積層されてなる複合成形品を製造することを特徴とする複合成形品の製造方法。
(もっと読む)
発泡充填具及び発泡充填具の取り付け構造
【課題】 中空構造体の中空室内における錆の発生を抑制することができ、中空空構造体にひずみを生じさせることがなく、中空構造体の組立を容易とする発泡充填具、及び発泡充填具の取り付け構造を提供すること。
【解決手段】 発泡充填具1は、平板状部材である押し当て部3、5を備えており、それらは略くの字型の部材である弾性変形部7により連結されている。弾性変形部7は、押し当て部3と押し当て部5とを近づけようとする向きの力が加えられたときは、その屈曲部の角度が小さくなるように弾性変形する。押し当て部3の上面には、板状部材である突起部9が立設されている。
(もっと読む)
発泡スチロールクッション材及びその製造方法
【課題】発泡性スチロールのビーズの界面でクラックが発生しても、そのクラック部分から発泡性スチロールが分離することがない発泡スチロールクッション材及びその製造方法を得ること。
【解決手段】本発明の発泡スチロールクッション材10Aは、各発泡性スチロールのビーズ11間に木綿などの繊維12が混入されたものである。繊維12としては綿糸、ポリスチレンなどがよく、その長さは5mmから10mmであることが望ましい。
(もっと読む)
1 - 11 / 11
[ Back to top ]