
Fターム[4F212VK51]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤの成形操作 (1,775) | 成形システム (92)
Fターム[4F212VK51]の下位に属するFターム
Fターム[4F212VK51]に分類される特許
1 - 16 / 16
空気入りタイヤの製造方法
【課題】生産性及び品質に優れるタイヤの製造方法の提供。
【解決手段】本発明に係るタイヤの製造方法は、カーカス、ベルト、ビード及びサイドウォールを構成するための複数の部材を組み合わせて未加硫の第一組合せ部材26を得る工程と、この第一組合せ部材26に未加硫のトレッド部材12をステッチングするステッチング工程と、このステッチング工程で得られたローカバーが加硫成形される加硫工程とを備えている。このステッチング工程では、このトレッド部材12がベルト部材28、30の半径方向外側に位置している。このトレッド部材12は外周面に溝18、20を備えている。この溝18、20がタイヤ周方向に延びている。この溝18,20が延びる位置に対応する内周面の位置にベルト部材28、30の端部28a、30aが位置して、このトレッド部材12がステッチングされる。
(もっと読む)
タイヤ構成部材の供給装置、未加硫タイヤの製造装置および未加硫タイヤの製造方法

【課題】幅広い範囲のサイズ切り替えに対応すること。
【解決手段】タイヤ構成部材Mをドラム2に搬送する搬送コンベア11と、該搬送コンベア11をドラム2に対して水平方向に進退させる進退機構12と、ドラム2の回転軸L1方向に延在する揺動軸L2回りに搬送コンベア11を揺動させることにより、搬送コンベア11の前端部11aをドラム2の外周面2a側に対して鉛直方向に進退させる揺動機構13と、を備え、搬送コンベア11は、揺動機構13を介して進退機構12に連結されているタイヤ構成部材の供給装置10を提供する。
(もっと読む)
車両の車輪用タイヤを製造するための方法及びプラント
【課題】高品質のタイヤを製造する。
【解決手段】仕上げステーションにおいて、トレッドバンドを備えるスリーブを製造するステップが、1)第1の作業位置Aにおいて、仕上げステーションの第1の補助ドラムに第1のベルト構造体を組み立てるステップと、2)第2の作業位置Bにおいて、仕上げステーションの第2の補助ドラムに予め組み立てられた第2のベルト構造体に対して半径方向外側位置に、トレッドバンドを貼り付けるステップと、3)第1のベルト構造体を支持する第1の補助ドラムを第2の作業位置Bに位置決めするステップと、4)円筒状のスリーブを支持する第2の補助ドラムを仕上げステーションの持ち上げ位置に位置決めするステップと、を含む。ステップ1)〜4)が周期的に繰り返され、ステップ1)と2)が互いに少なくとも部分的に同時に行われ、ステップ3)と4)が互いに少なくとも部分的に同時に行われる。
(もっと読む)
GC内圧供給システム、GC内圧供給装置及び受信装置
【課題】グリーンケース(GC)内の実圧を測定してGC内の圧力を制御するGC内圧供給システム、GC内圧供給装置及び受信装置を提供する。
【解決手段】本発明のGC内圧供給システムは、GC内の実圧を所定間隔で測定するセンサ11、該センサ11で測定したGC内の実圧データを所定の通信エリア内の受信装置50に無線送信する送信機12、及び該受信装置50からのエアー供給制御信号に応じてGC内のエアー供給を制御するGC内圧供給機13を備えるGC内圧供給装置10と、受信装置50とを備える。受信装置50は、送信機12から、センサ11によって測定した実圧データを無線通信で受信する受信機51と、実圧データと予め定めた設定圧力とを比較し、GC内実圧が設定圧力となるようにエアー供給制御信号をGC内圧供給装置10に送出して、GC内の圧力を制御する監視制御ユニット52と、を備える。
(もっと読む)
タイヤ構成部材の製造装置及び製造方法
【課題】タイヤ構成部材の端部同士を、縁部での接合や形状の精度を高く維持して突き合わせて接合する。
【解決手段】タイヤ構成部材70の端部同士の接合手段30を、移動手段10により、タイヤ構成部材70の端部に沿って往復させる。往復のそれぞれで、接合手段30を、端部に沿った移動方向の後方側縁部と中央部の間の途中位置で端部に接触させて移動方向の前方側縁部まで移動させる。タイヤ構成部材70の端部上を往復して移動する接合手段30により、端部同士を突き合わせて接合し、接合されたタイヤ構成部材70を製造する。
(もっと読む)
空気入りタイヤの製造方法、及びそれに用いる剛性中子
【課題】剛性中子の品種削減を図り、保管効率、保管スペース、製造コストを改善する。
【解決手段】 剛性中子の中子セグメントは、トレッド成形部を通る分割面によりタイヤ軸方向に分割され、かつタイヤ軸方向一方側のサイド成形部を有する一方の側セグメント片と、タイヤ軸方向他方側のサイド成形部を有する他方の側セグメント片と、その間に介在する中間セグメント片とを含む複数のセグメント片から構成される。中間セグメント片を、タイヤ軸方向巾が異なる他のサイズの中間セグメント片に交換する、及び/又は中間セグメント片の個数を増減することにより、空気入りタイヤのサイズに応じて剛性中子の巾を調整する。
(もっと読む)
生タイヤ成型装置
【課題】複数の帯状部材を少なくともタイヤ幅方向に並べた状態で成型体の外周に貼り付ける場合において、空気入りタイヤの製造不良を確実に防止できる生タイヤ成型装置を提供する。
【解決手段】生タイヤ成型装置100は、成型体10の外周10Aに複数の帯状部材20をタイヤ幅方向に並べた状態で貼り付ける成型ロール110と、複数の帯状部材20を成型体10に向けて押圧する押圧機構120とを少なくとも備える。押圧機構120は、接合部分Jを成型体10に向けて押圧する第1押圧部121と、第1押圧部121が接合部分Jから離れた後、接合部分Jを成型体10に向けて押圧し続ける第2押圧部122と、第2押圧部122が接合部分Jを押圧し続けている際に、成型ロール110のセンター領域Cからショルダー領域Sに向かって移動しながら帯状部材20を成型体10に向けて押圧する第3押圧部123とを有する。
(もっと読む)
シェーピングフォーマ及びそれを用いた生タイヤ成形装置
【課題】構造を簡素化しかつ小型化する。
【解決手段】軸方向に並設されかつ生タイヤ基体のビードコアを内側から保持するビードロック手段11、ビードロック手段11を軸方向に移動可能に支持するとともに回転によりビードロック手段11をともに回転させる回転筒12、回転筒12の内部をのびるとともに回転筒12とは独立して回転可能に支持された中心軸13、回転筒12に対する中心軸の相対回転変位を、ビードロック手段11の接近又は離間移動に変換する運動方向変換手段14、一つの電動機、及び電動機の出力を中心軸13のみに伝えて一対のビードロック手段11を接近又は離間移動させる軸方向移動モードと、電動機15の出力を回転筒12と中心軸13との双方に伝達してビードロック手段11を軸方向移動なしに回転させる回転モードとに切り替えるクラッチ16を具える。
(もっと読む)
タイヤを組み立てる装置
ドラム軸(2)を駆動する駆動ユニット(1)を有するタイヤを組み立てる装置。第1の組み立てドラム半部(3)および第2の組み立てドラム半部(4)を有する組み立てドラムがドラム軸の周りに配置される。ドラム軸の周りを回転することのできる圧力媒体継手(6)は、圧力媒体連結部(7)を備える。各組み立てドラム半部は、いくつかの圧力媒体連結部(8、9)を備える。第1の組み立てドラム半部の圧力媒体連結部は、第1のチューブセット(12)によって回転可能な圧力媒体継手の圧力媒体連結部に連結され、ドラム軸には、一方の側で回転可能な圧力媒体継手に連結され、他方の側で第2のチューブセット(14)によって第2の組み立てドラム半部の圧力媒体連結部に連結された圧力媒体ダクトが配置される。各チューブセット(12、14)は、組み立てドラム半部取り付けリング(15、16)に連結され、組み立てドラム半部取り付けリングは、対応する組み立てドラム半部の圧力媒体連結部に連結可能であり、したがって、対応する組み立てドラム半部の圧力媒体連結部は、対応する組み立てドラム半部取り付けリングによってチューブセットに連結される。  (もっと読む)
(もっと読む)
車両車輪用タイヤを製造するための方法及びプラント
車両車輪用タイヤを製造するためのプラント及び方法が記載され、前記方法は、a)少なくとも1つのカーカス構造組立ライン(2、2’)において第1の形成ドラム(6)上にグリーンタイヤのカーカス構造を組み立てるステップであって、前記カーカス構造が、少なくとも1つのカーカスプライと一対の環状固定構造とを含む、ステップと、b)少なくとも1つのクラウン構造組立ライン(3、3’)において少なくとも1つの第2の形成ドラム(7)上にグリーンタイヤのクラウン構造を組み立てるステップであって、前記クラウン構造が、少なくとも1つのベルト構造とトレッドバンドとを含む、ステップと、c)被加工タイヤのための少なくとも1つの組付け及び整形ワークステーション(4)において、前記カーカス構造を前記クラウン構造に組み付けてトロイダル状に整形するステップであって、前記組付け及び整形ワークステーション(4)が、前記カーカス構造組立ライン(2、2’)及び前記クラウン構造組立ライン(3、3’)と同期され、ここで各カーカス構造はそれぞれの第1の形成ドラム(6)と結合され、被加工タイヤを整形して組み付けるステップc)の終わりまで、その上で組み上げられる、ステップと、d)前記組付け及び整形ワークステーション(4)とは別個の少なくとも1つのタイヤ成形及び加硫ライン(5)において、整形されたグリーンタイヤを成形及び加硫するステップとを含む。  (もっと読む)
(もっと読む)
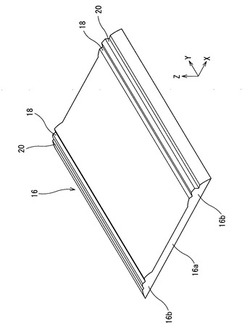
制動力大きいスタッドレスタイヤ
【課題】氷雪面上での制動力を更なる向上させたスタッドレスタイヤ。
【解決手段】水分吸収用の空間を得るため、極小穴から多数の細い繊維状ゴム質を噴出して、熱風3を送付しながら絡ませるとき、同時に上記で生じた空間を十分確保するため、高温でも溶けない麻や溶けにくいアラミド等の短繊維をばら撒いたり18、吹き付けたり20し、かつ上記繊維状ゴム質の絡まりを強化するため、低粘度接着剤を噴霧状にして吹きつけ30、その後絡み空間が確保できる程度の圧力で板状にしたトレッドゴムを、カーカスに直接加えて成型、加硫することで製造し、水吸収性を向上することにより制動力を更に高めたスタッドレスタイヤとその製造方法。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの成形精度を確保しつつ、成形時間を短縮して生産能率を向上することができる空気入りタイヤの製造方法を提供すること。
【解決手段】環状のサイドウォールゴム11を射出成形し、サイドウォールゴム11を未加硫状態に保持しながら成形型を型開きして、サイドウォールゴム11の側面11aを環状に露出させる。そして、成形ドラム21上で中央部を径方向外側に膨出させたカーカス体25に、前記成形型の下型37を近接させ、カーカス体25の側方部にサイドウォールゴム11の側面11aを貼り合わせる。その後、カーカス体25から下型37を離間させてサイドウォールゴム11を脱型する。
(もっと読む)
タイヤ成型方法
【課題】コアの外面にプライコードを配列させてグリーンタイヤを成型する際に、プライコード間の隙間をゴムで埋めて製品タイヤのエア入り及び表面の凹凸を低減させる。
【解決手段】製品タイヤの外面形状に対応する剛体のコア21の外面に、カーカス層85を構成する内側ゴムシート層を形成し、その外面にプライコードを配置した後、カーカス層85を構成する外側ゴムシート層を形成してカーカス層85を形成する。カーカス層85の外面に押圧手段30の押圧ローラ32を接触させ、押圧ローラ32をコア21の外面に沿って転動させて、カーカス層85をコア21側に向かって押圧する。この押圧により、カーカス層85内の空隙を押しつぶしてプライコード間の隙間をゴムで埋め、その外面に他の部材を配置してグリーンタイヤ80を成型する。
(もっと読む)
タイヤ成形装置
【課題】一方のシェーピングドラムによって一部のシェーピング工程を行うとともに、他方のシェーピングドラムによって他のシェーピング工程を行うようにした場合であっても、各シェーピングドラムの一方に無用な待機時間を生じさせることのないタイヤ成形装置を提供する。
【解決手段】一方のシェーピング成形機50を第1のシェーピング工程を行う所定の位置と第2のシェーピング工程を行う所定の位置にそれぞれ単独で移動可能に設け、他方のシェーピング成形機50を第1のシェーピング工程を行う前記所定の位置と第2のシェーピング工程を行う他の所定の位置にそれぞれ単独で移動可能に設けたので、第1のシェーピング工程が終了した時点で第2のシェーピング工程が終了していない場合でも、第1のシェーピング工程を終えた一方のシェーピング成形機50を直ちに第2のシェーピング工程を行う位置に移動させることができる。
(もっと読む)
スチールコード中継装置およびその使用方法
【課題】装置全体の大型化、複雑化等をもたらすことなく、コード貼付け手段によるスチールコードの受取りから、それのセットの完了に到るまでのサイクルタイムを十分短くして、作業能率を大きく向上させることができるスチールコード中継装置を提供する。
【解決手段】スチールコード撚線機1で形成されて定寸切断された直状のスチールコードSCを、それの両端部を把持して所定の位置にセットするコード貼付け手段6まで移送するものであり、所要の角度範囲にわたって間欠的に回動変位されるドラム3の周面上に、中心軸線と平行に延在して、上記撚線機1で形成されたスチールコードSCの入り込みを許容する複数本の条溝4を設けるとともに、ドラム3の内周側にあって、条溝内の、コード貼付け手段6への引き渡しに到るまで、それの、条溝4からの脱落を防止する磁石7を、ドラム3から独立させて固定配置し、上記条溝の長さを、定寸切断されたスチールコードSCの両端部が突出する長さとしてなる。
(もっと読む)
タイヤ成型システム、それを具えるタイヤ製造システムおよびタイヤの製造方法
タイヤ成型のタクトタイムを長くすることがなく、成型台車のエンドレスな循環走行のための特別な占有スペースを必要とすることもなく、そして、騒音および振動を増加させることも、台車位置決め精度の早期の低下のおそれもないタイヤ成型システムを提供するものであり、成型ドラム上にタイヤ構成部材の組み付けを行うそれぞれの作業ステーションと、成型ドラムを支持して、それをそれぞれの作業ステーションに移動させる成型台車と、成型台車の、所定の経路上での移動を案内する台車ガイド手段とを具えるタイヤ成型システムにおいて、台車ガイド手段を、内外二本の無端レールおよび、成型台車に設けられて、無端レールの両側面上を転動して、無端レールの延在方向と直交する方向での台車位置を規制する車輪を含むものとし、各無端レールを直線状部分と円弧状部分とで構成して、それらの両部分を滑らかに連続させるとともに、円弧状部分のレール幅Wを、直線状部分のレール幅より狭幅にしてなる。  (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]