
Fターム[4F212VK55]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤの成形操作 (1,775) | 成形システム (92) | ドラム移動式 (21)
Fターム[4F212VK55]に分類される特許
1 - 20 / 21
カーカスバンド部材の搬送装置
【課題】筒状のカーカスバンド部材を搬送機によってタイヤ成形ドラムへ搬送する際の必要スペースを小さくすることができるカーカスバンド部材の搬送装置を提供する。
【解決手段】筒状のカーカスバンド部材Bに内挿されて、このカーカスバンド部材Bを保持する複数のアーム3を備えた自走式の搬送機2と、搬送機2をタイヤ成形ドラム11に案内する案内溝8とを備え、案内溝8がタイヤ成形ドラム11のドラム軸方向端部近傍からドラム軸方向に延び、途中の1箇所で屈曲してドラム軸方向に対して0°〜150°の開き角度Aで延設され、搬送機2が、アーム3の長手方向を案内溝8の延設方向に向けて移動する。
(もっと読む)
タイヤ成型装置及びタイヤ製造方法

【課題】プライを積層するときに離型剤を使用することなく複数のプライを効率よく積層し、タイヤの生産性及び作業環境を向上させることのできるタイヤの成型装置及び製造方法を提供する。
【解決手段】成型ドラムに配設された下層プライの外周面に円筒状に成型された上層プライを積層するタイヤの成型装置であって、上層プライを成型ドラムの回転軸と同軸上において保持するプライ供給手段と、プライ供給手段により保持された上層プライの一端側を把持し、当該上層プライを拡径させた状態で下層プライ側に搬送するプライ積層手段と、プライ積層手段によって搬送される上層プライと、下層プライとの間に空気を供給する空気供給手段とを備えるようにした。
(もっと読む)
空気入りタイヤの製造方法
【課題】製造コストの増大を抑制しつつ、タイヤの耐久性を向上しうる。
【解決手段】トレッド部2からサイドウォール部3をへて両側のビード部4に至るとともに、カーカスコード11の配列体12をトッピングゴム13で被覆したカーカスプライ6Aからなるカーカス6を具えた空気入りタイヤの製造方法である。この製造方法では、環状をなす中子16を用いて未加硫の生タイヤ1Lを形成する生タイヤ成形工程と、該生タイヤ1Lを中子16とともに加硫する加硫工程とを含む。生タイヤ成形工程は、ポリエチレンテレフタレート又はポリエチレンナフタレートからなるカーカスコード11を未加硫の生トッピングゴム13Lで被覆して生カーカスプライ6Lを形成する工程を含む。カーカスコード11は、加硫工程前における180°Cでの乾熱収縮率が1〜3%であるとともに、生トッピングゴム13Lのムーニー粘度が35〜70(ML1+4、130℃)である。
(もっと読む)
車両の車輪用タイヤを製造するための方法及びプラント
【課題】高品質のタイヤを製造する。
【解決手段】仕上げステーションにおいて、トレッドバンドを備えるスリーブを製造するステップが、1)第1の作業位置Aにおいて、第1のベルト構造体を仕上げステーションの第1の補助ドラムに組み立てるステップ、2)第2の作業位置において、仕上げステーションの第2の補助ドラムに予め組み立てられた第2のベルト構造体に対して半径方向外側位置に、トレッドバンドを貼り付けるステップ、3)第1のベルト構造体を支持する第1の補助ドラムを第2の作業位置Bに位置決めするステップ、4)円筒状のスリーブを支持する第2の補助ドラムを仕上げステーションの持ち上げ位置に位置決めするステップを含む。ステップ1)〜4)は周期的に繰り返され、ステップ1)及び2)、ステップ3)及び4)の両方は互いに少なくとも部分的に同時に互いに行われる。
(もっと読む)
タイヤ成型システム
【課題】搬送装置等の組付け精度や、レール設置面の凹凸等のいかんによらず、ドラムの据付配置および、その据付位置の修正を、短時間で容易に行うことができ、また、システムの稼動に際して、ドラムと搬送装置との間で、タイヤ構成部材を確実に受け渡すことができるタイヤ成型システムを提供する。
【解決手段】レール3を、搬送装置6とドラム4、5との間でのタイヤ構成部材の受渡し領域のそれぞれに敷設される固定レール部材7、8、および、鉛直方向の敷設高さが互いに異なる固定レール部材7、8どうしを連結する可撓性レール部材9で構成してなる。
(もっと読む)
タイヤ構成部材の搬送装置
【課題】生産するタイヤのサイズ切替えごとにセグメントを交換する必要がなく、しかも装置全体の大型化を伴うことなく広範なタイヤサイズに対応したタイヤ構成部材の搬送装置を提供する。
【解決手段】タイヤ構成部材の搬送装置1は、搬送ベース2と、搬送ベース2に立設された円環状の支持部材3と、支持部材3の内周側で円周方向に配置され、タイヤ構成部材を外周から保持可能な複数のセグメント4と、支持部材3およびセグメント4相互間を連結する一対の平行な第1リンク21a、21bと、該第1リンク21a、21bに交差して配置され、支持部材3およびセグメント4相互間を連結する一対の平行な第2リンク22a、22bとを互いに回動可能に枢支連結してなり、第1リンク21a、21bおよび第2リンク22a、22bの相互回動によりセグメント4を半径方向に同期移動させるリンク機構5とを備える。
(もっと読む)
タイヤを構築するための方法およびプラント
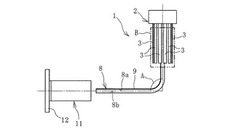
中心体(4)に対して両側から軸方向に突出する支持軸(5)を有する少なくとも1つの形成ドラム(2)を用いることを含む、車両ホイール用タイヤを構築するためのプラントが開示されている。ハンドリング装置(7)は、形成ドラム(2)に係合するように適合されているとともに、少なくとも1つのロード/アンロード場(8a、8b、8c)と形成ドラム(2)に対して少なくとも1つの加工作業を行うために設けられた作業場(3a、3b)との間で形成ドラム(2)を搬送するように適合されている。ハンドリング装置(7)は、支持軸(5)の端部(5a、5b)の各々の近傍において支持軸(5)に各々係合する少なくとも2つのグリップ部材(14)を担持したグリップアセンブリ(11)と、前記少なくとも1つの加工作業が作業場(3a、3b)において行われている間に形成ドラム(2)を回転駆動させるための、前記グリップ部材(14)の少なくとも一方に関連付けられた少なくとも1つのモータ(25)とを含む。 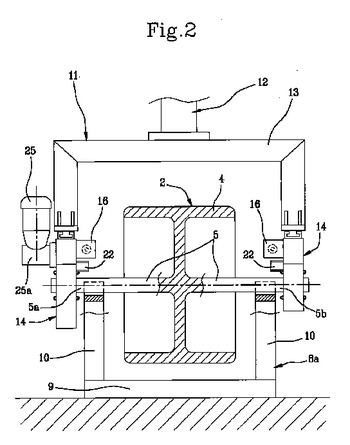 (もっと読む)
(もっと読む)
タイヤを構築するためのプロセスおよびプラント
タイヤを構築するためのプラントが複数の作業位置(4a、4b)を企図し、少なくとも1つの第1の作業位置(4a)が、近位位置および遠位位置である少なくとも2つの装荷/除荷位置に関連付けられ、前記作業位置(4a、4b)および装荷/除荷位置がそれぞれ形成ドラム(2a、2b、2c、2d)に関連付けられる。生産サイクルは、(i)第1の形成ドラム(2a)を前記少なくとも1つの第1の作業位置(4a)に装荷することと、(ii)第2の形成ドラム(2b)を前記遠位装荷/除荷位置に装荷することと、(iii)前記少なくとも1つの第1の作業位置(4a)で行われる作業の終了後、前記第1の形成ドラム(2a)を前記近位装荷/除荷位置に除荷することとを含む方法によって制御される。  (もっと読む)
(もっと読む)
車両車輪用タイヤを製造するための方法及びプラント
【課題】高い製造能力と、高度な技術的柔軟性を両立できるタイヤ製造方法を提供する。
【解決手段】a)第1の形成ドラム6上に少なくとも1つのカーカスプライと一対の環状固定構造とを含むカーカス構造を組み立てるステップと、l)少なくとも1本のロボットアーム50を使用することにより、第1の形成ドラム6及びカーカス構造を、少なくとも1つの組付け及び整形ワークステーション4に移送するステップと、c)前記少なくとも1つの組付け及び整形ワークステーション4において、カーカス構造をクラウン構造に組み付けてトロイダル状に整形し、それによりグリーンタイヤを得るステップであって、クラウン構造が、少なくともベルト構造とトレッドバンドとを含む、ステップと、を含み、カーカス構造は前記第1の形成ドラム6と結合され、被加工タイヤを整形して組み付けるステップc)の終わりまで、その上で組み上げられる。
(もっと読む)
車両ホイール用の未加工タイヤを製造するための方法およびプラント
車両ホイール用の未加工タイヤを製造するためのプラントおよび方法が記載され、前記方法が、a)順次列に従って配置された複数のワークステーションを備える少なくとも1つのカーカス構造製造ライン(2)において、少なくとも1つのカーカスプライと1対の環状固定構造とを備えるカーカス構造を第1の形成ドラム(6)に製造するステップと、b)順次列に従って配置された複数のワークステーションを備える少なくとも1つのクラウン構造製造ライン(3)において、少なくとも1つのベルト構造を備えるクラウン構造を少なくとも1つの第2の形成ドラム(7)に製造するステップと、c)加工対象のタイヤのための少なくとも1つの形成および組立てワークステーション(4)において、前記カーカス構造を円環状に形成し、前記クラウン構造と組み立てるステップとを含み、加工対象のカーカス構造およびクラウン構造をそれぞれ備える各前記第1の形成ドラム(6)および前記第2の形成ドラム(7)を、それぞれの製造ライン(2、3)の1つのワークステーションから他のワークステーションに移送することが、第1のワークステーションから、前記順次列において第1のワークステーションに隣接しない第2のワークステーションに移送するステップd)を少なくとも1つ含み、各移送ステップd)が、前記第1の形成ドラムおよび前記第2の形成ドラム(7)が前記第1および第2のワークステーションのみを通るように行われる。  (もっと読む)
(もっと読む)
タイヤを組み立てる方法および装置
それぞれの構築ライン(10、13)に沿って製造されたカーカススリーブ(12)および外側スリーブ(15)は、組立ステーション(16)において相互に結合される。外側スリーブ(15)を担持した補助ドラム(14)およびカーカススリーブ(12)を担持した構築ドラム(11)に選択的に連結できる係合装置(31)が、組立ステーション(16)に組み込まれる。構築ドラム11は、補助ドラム(14)を取り出す前に組立ステーション(16)に係合される。把持ユニット(36)は、係合装置(31)に連結された補助ドラム(14)から外側スリーブ(15)を取り出して、その外側スリーブを、構築ドラム(11)に担持されたカーカススリーブ(12)のまわりに配置する。 (もっと読む)
タイヤ製造システム及びタイヤ製造方法
【課題】複数の作業ステーションで被成型体にタイヤ構成部材を順次組み付けるタイヤ製造システムの省スペース化とサイクルタイムの短縮を図る。
【解決手段】被成型体Hを支持して駆動する駆動装置20を、旋回装置30の旋回テーブル32上に設置し、旋回装置30により駆動装置20を中心軸33周りに旋回させる。これにより、被成型体Hを駆動装置20により保持したまま、周囲に配置された複数の作業ステーション10間で旋回移動させ、所定の作業ステーション10に順に配置して、組付装置11によりタイヤ構成部材を順次組み付ける。この駆動装置20へ連結や接続して電力やエアを供給し、又は駆動力を伝達等する各手段を、駆動装置20に対して着脱可能に構成し、旋回時には、駆動装置20への各手段の接続や連結を解除する。
(もっと読む)
タイヤ成型システム、それを具えるタイヤ製造システムおよびタイヤの製造方法
【課題】従来からのタイヤ構造を大幅に変更することのない、また、エネルギーや時間を無駄にすることもなく、しかも、高精度のタイヤを製造することのできる成型システム、タイヤ製造システムおよびタイヤの製造方法を提供する。
【解決手段】グリーンタイヤの成型に際して、複数の作業ステーション間をトロイダル状に拡縮可能なトロイダル状成型ドラムを移動させ、いずれかの作業ステーションで、カーカスバンドと両方のビードコアとをこのドラム上に配設してビードコアをロックし、この成型ドラムを拡径してカーカスバンドを両ビードコア間にトロイダル状に延在させカーカスバンドの側部部分をビードコアの周りで半径方向外方に巻返した後、ビードコアをトロイダル状成型ドラムにロックしたままタイヤ構成部材を組みつけてグリーンタイヤを成型し、成型ドラムを縮径してビードをアンロックしグリーンタイヤをこの成型ドラムから取り外す。
(もっと読む)
車輌用の未加硫のタイヤつまりグリーンタイヤを製造する複数のユニットの組み立て品
乗り物のタイヤを製造する複数のユニットの組み立て品である。組み立て品は、ブレーカ製造ドラム(2)を有している第1のユニット(1)と、カーカス製造ドラム(6)を有している第2のユニット(5)と、成形ドラム(10)を有している第3のユニット(9)と、複数のブレーカプライをブレーカ製造ドラム(2)に供給するブレーカプライ供給ユニット(14)と、カーカス材料をカーカス製造ドラム(6)に供給するカーカス材料供給ユニット(15)と、鉛直方向に見て成形ドラム(10)とカーカス製造ドラム(6)の下方に配置されている第1の搬送レール(16)と、複数のビードを保持して配置するユニット(17)と、第1のブレーカ転送リング(21)と第1の搬送レール(16)上に移動可能に配置されている第2のカーカス転送リング(22)とを有している。組み立て品は、第1の搬送レール(16)から離れ、かつ該第1の搬送レールと平行に延びていて、カーカス製造ドラム(6)に隣接して配置されている第2の搬送レール(24)と、ロール(26)に巻き付けられるゴム材料をカーカス製造ドラム(6)上に配置し、第2の搬送レール(24)上を移動可能な多数の配置ユニット(25)と、をさらに有している。  (もっと読む)
(もっと読む)
タイヤ製造方法および装置
【課題】未稼働状態の巻回手段を減少させることで、ゴム品質の向上、エネルギーの効率利用を図る。
【解決手段】複数の巻回ステーションT1〜T4が設けられた巻回ステージCSにおいて、分配移送機構62により被巻回体12を巻回ステーションT1〜T4に対し一定のタクトタイムで順次移送するとともに、該巻回体12に対し巻回手段59によりゴムストリップを螺旋状に多数回同時に巻回する一方、その巻回が終了する度に該被巻回体12を分配移送機構62により一定のタクトタイムで次の巻回ステージISに移送するようにしたので、巻回ステージCSにおける巻回手段59は同時に作動することになる。
(もっと読む)
タイヤを製造するためのプロセス及び装置
【課題】
【解決手段】 タイヤ(2)の嵌合径(D0)より大きい適用直径(D1)に従い、外面(14)又は組み立てドラム(10)上にカーカスプライ(3)が適用される。嵌合径(D0)を画定する環状繋留構造(5)が、各端部フラップ(3a)の周囲に同軸状に係合する。場合によってはトレッドバンド(8)を伴う少なくとも1つのベルト構造(7)を備える外部スリーブ(24)が、組み立てドラム(10)に適用されたカーカススリーブ(21)の周囲で同軸状にセンタリングされた位置に配置される。組み立てドラム(10)を形成する2つの半分(10a)が軸方向に近づくことにより、カーカススリーブ(21)がトロイド構成に成形されて、外部スリーブ(24)の半径方向内面に対するその適用を判別する。
(もっと読む)
タイヤ製造方法および装置
【課題】成形ドラム11、14における作業の中断時間を短縮することで作業能率を向上させる。
【解決手段】2台の第3成形ドラム44に対して搬送手段60により第1、第2バンド13、16を順次供給する一方、いずれの第3成形ドラム44においても同時にゴムリボン67、74をタイヤ中間体59に巻き付けるようにすれば、第1、第2成形ドラム11、14における成形時間と各第3成形ドラム44における成形(巻き付け)時間との差が減少して、第1、第2成形ドラム11、14または第3成形ドラム44における成形作業の中断時間が短縮される。
(もっと読む)
タイヤ構成部材を製造するための組立体およびタイヤ構成部材を製造する方法
タイヤの少なくとも一部を製造するための組立体(1)。組立体(1)は、第1のタイヤ構成部材用の第1の組み立てドラム(4)を有する第1の組み立てユニット(3)と、第1のタイヤ構成部材とは異なる第2のタイヤ構成部材用の第2の組み立てドラム(2)を有する第2の組み立てユニット(1)とを有する。組立体は、第1の組み立てドラム(4)と第2の組み立てドラム(2)との間でタイヤ構成部材を移送する移送手段(5)をさらに有する。少なくとも一方の組み立てドラムは、この一方の組み立てドラムの回転軸が、動作位置に配置された他方の組み立てドラムの回転軸に対してずれるが平行になる動作位置に配置されることができる。  (もっと読む)
(もっと読む)
タイヤブランクの組立時に使用される移送及び製造システム
少なくとも1つのカーカスプライと、内側層と、サイドウォールと、ビードフィラーを備える2つのビードコアと、少なくとも2つのベルトプライを備えるベルトアセンブリと、トレッドゴム部とを有するタイヤブランクを組み立てる際に使用される移送及び製造システムであって、タイヤ構成要素を組み立てるためのステーション(2、3、4、5;14、15、16、17、18;1’、2’、3’、4’、5’;14’、15’、16’、17’、18’)に到達可能な少なくとも1つの閉じた移送経路(20、20’)に沿って移送され得る移送装置上に位置決めされ得るドラム(10)を使用する移送及び製造システム。選択された組立ステーション(2、3、4;15、16;1’、2’、4’、5’;14’、15’、18’)には、交互に到達され得る少なくとも2つのステーションがそれぞれ提供されている。  (もっと読む)
(もっと読む)
車輪用タイヤを製造する方法及びプラント
車輪用のタイヤ(2)を製造する方法及びプラントが記載され、その方法は:a)構築ステーション(14)内で、実質上円筒状のカーカス構造(3)を構築するステップ;b)仕上げステーション(17)内で、少なくとも1つのベルト層(11a、11b、12)を含むベルト構造(4)に対する半径方向外部位置に貼り付けられたトレッドバンド(5)を含む実質上円筒状のスリーブを製造するステップを含み、前記ステップb)が:b1)第1の作業位置(A)において、仕上げステーション(17)の第1の補助ドラム(19)上に第1のベルト構造(4)を組み立てるステップ;b2)第2の作業位置(B)において、仕上げステーション(17)の第2の補助ドラム(20)上に予め組み立てられた第2のベルト構造(4)に対する半径方向外部位置に、トレッドバンド(5)の少なくとも1つの第1の部分を貼り付けるステップ;少なくとも1つの第3の作業位置(C)において、仕上げステーション(17)の少なくとも1つの第3の補助ドラム(40)上に組み立てられた第3のベルト構造(4)に対する半径方向外部位置に、トレッドバンド(5)の少なくとも1つの第2の部分を貼り付けるステップを含む。  (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]