
Fターム[4G052CC12]の内容
材料からの成形品の製造 (1,699) | 型、中子 (80) | 型の形状、構造 (33) | 複数層で構成されたもの (8)
Fターム[4G052CC12]に分類される特許
1 - 8 / 8
セラミックス製品の製造方法、及びセラミックス成形用鋳型
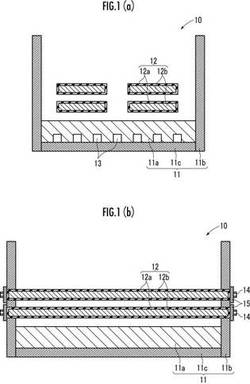
【課題】鋳込み成形したセラミックス成形体の乾燥時にクラックが発生することを防止して、中空状のセラミックス製品を安定して製造可能な方法を提供することを目的とする。
【解決手段】少なくとも底部11aが吸水性材料からなる主型11と、少なくとも表面層12aがショア硬度A(JIS)20〜60°の柔軟材料からなり、表面粗さRaが4.0μm以下である中子12とを備える鋳型10に、セラミックス粉末を分散させたスラリー21を注入する工程と、スラリー21の水分を吸水性材料に吸水させると共に、セラミックス粉末を鋳型10に着肉させ、セラミックス成形体22を形成する工程とを含む。
(もっと読む)
成形型及び板状焼結体の製造方法

【課題】成形体の歩留まり向上、成形時間の改善可能な成形型、この型を用いた板状焼結体の製法、この製法により製造された板状燒結体の提供。
【解決手段】深さd(15mm以上)の成形用凹部が上面に設けられた吸液性下型と下型上面に被さる吸液性上型とからなり、凹部の側面と底面との作る辺が(1/2)×d以上のアールを有する成形型。凹部が主部と付属部から構成され、略矩形状上面を有する主部の隣り合う側面が作る辺がアールを有し、主部の側面の1つから凹部の長手方向外側に突出して付属部を形成し、付属部の先端部分は曲率半径15mm以上のアールを有し、付属部の側面と底面との作る辺が(1/2)×d以上のアールを有する。この型を用いて、セラミックスラリーから成形体を作製し、焼成して板状焼結体を製造する。
(もっと読む)
スリップキャスト成形のための型とそれの使用方法、および、関連した応用
【課題】大規模なターゲットを製造するため、相対密度が大きい圧粉体を生じるスリップキャスト成形のための型を提供する。
【解決手段】スリップキャスト成形のための型は、底面板10、不透水性の側壁20、および、成型スペース30を有する。底面板10は、水を吸収する多孔性材料でできている。不透水性の側壁20は、底面板10に取り付けられる。成型スペースは、底面板10および不透水性の側壁20によって定められる。型は、底面板10によって水を吸収するのみである。すべてのスラリーは、乾燥の間型に連続的に注入されるよりはむしろ型に注入される大きさである。したがって、型において形成される圧粉体は均一であり、高い相対密度を有する。圧粉体は、亀裂または変形を引き起こさずに焼結されることができるので、大きいサイズのスパッタリングターゲットの製造に適している。
(もっと読む)
成形型、その製造方法、複雑形状の中空セラミック製品、およびそのような製品を製造する方法
【課題】製品との一体焼成が可能であり、薄肉かつ複雑形状の製品を製作することが可能な成形型を提供する。
【解決手段】耐熱性を有し、最終的に製品となる成形体を収容したまま焼成することができる成形型であって、当該成形型は、複数のセグメント板を積層方向に積層することにより構成され、各セグメント板は、貫通孔を有し、各セグメント板を積層した際に、前記貫通孔が連通され、前記成形体を収容する成形空間が構成されることを特徴とする成形型。
(もっと読む)
鋳込成形装置および鋳込成形方法
【課題】成形空間内に複数の注入口から成形材料を注入した場合でも合流線が形成されることがない成形体を提供する。
【解決手段】成形型2内の成形材料が成形される成形空間3に成形材料を注入する複数の注入口61、62のうち、前記成形空間3に最も早く成形材料を注入する第一注入口61を除く他の注入口62と結合した他の注入管路53には開閉弁7が設置され、前記開閉弁7は第一注入口61から前記成形空間3を進入して前記他の注入口62から他の注入管路53方向への成形材料の進入を検知して他の注入管路53から他の注入口方向への流路を形成する開閉弁7である鋳込成形装置1。
(もっと読む)
大型肉厚セラミックス用の成形型およびそれを用いた成形方法
【課題】 密度ムラの無い均一な大型肉厚形状のセラミックス成形体を作製することが可能な成形型、および、それを用いて大型肉厚セラミックスの成形体が保形性良く容易に脱型できる成形方法を提案する。
【解決手段】 セラミックスを含有するスラリーを調整する工程と、該スラリーを注入前から−0.03MPa(ゲージ圧)以上の真空吸引力で成形型下面の吸引溝より吸引する工程と、該スラリーを成形型に注入してセラミックスを着肉する工程と、該真空吸引力をセラミックスの着肉終了後も1時間以上維持継続して着肉した成形体を乾燥する工程と、該成形体を成形型から脱型する工程と、を含むことを特徴とする大型肉厚セラミックスの成形方法。
(もっと読む)
密封するための陶磁器製容器のねじ式口の製造法
【課題】 従来の製造法で本発明品を作ろうとすると、分割した石膏型のために、型どりをした生地に分割面の余分な筋が入ってしまう。このねじ式口部分は細かい形状をしているので、その余分な筋を滑らかに取り除くのに技術とコストがかかり、容易ではない。また、均一な精巧さを必要とし、石膏型がへってくると密封容器本体の石膏型ごと交換せねばならず、コスト高である。
【解決手段】 分割した石膏型を密封容器本体の型のみとし、ねじ式口部分を一つの石膏型で型をとり、この型を外す際、ねじと同様に回転させて外すことに成功した。ねじ式口部分(図1−B)のみの石膏型の交換も可能になり、精巧さを保つと同時にコストダウンにもつながる。
(もっと読む)
スラリー固化用成形型とそれを使用した成形方法
【課題】形状転写性及び離型性を向上させた成形型及びその成形型を使用した成形体の製造方法を提供する。
【解決手段】原料スラリーを固化して成形体を作製するための成形型において、該成形型の少なくとも一部を、光透過性材料の層と光半導体を含む表層で構成してなる成形型、及びこの成形型を使用して、光透過性材料の層を通して光半導体を含む層に光照射し、成形体を作製することからなる成形体の製造方法。
【効果】成形体の形状転写性、及び成形型からの離形性を向上させた成形体、及び該成形型を使用した成形体の製造方法を提供することができる。
(もっと読む)
1 - 8 / 8
[ Back to top ]