
Fターム[4K033PA05]の内容
Fターム[4K033PA05]の下位に属するFターム
Fターム[4K033PA05]に分類される特許
1 - 12 / 12
方向性電磁鋼板の製造方法
【課題】磁気特性に優れる方向性電磁鋼板を生産性よく製造する有利な方法を提案する。
【解決手段】mass%で、C:0.020〜0.15%、Si:2.5〜7.0%、Mn:0.005〜0.3%、sol.Al:0.01〜0.05%、N:0.002〜0.012%、SおよびSeのうちの1種または2種:合計で0.05%以下、Sn:0.01〜0.20%、Sb:(0.2×Sn)%以上0.10%以下、Ni:{0.7×(Sn+Sb)}%以上1.0%以下を含有する鋼スラブを、熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率Rおよび中間焼鈍における最高到達温度T(℃)を適正範囲に制御することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
圧縮応力下での鉄損劣化の小さいモータコア
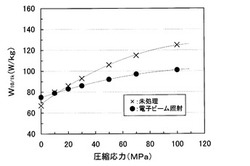
【課題】圧縮応力の存在下においても高周波鉄損特性の劣化が小さいモータコアを提供する。
【解決手段】好ましくは、Si:7mass%以下、Al:3mass%以下、Mn:5mass%以下、S:0.01mass%以下、N:0.005mass%以下、O:0.01mass%以下を含有する成分組成を有する、絶縁被膜を塗布した電磁鋼板を積層し、周方向に10MPa以上の圧縮応力が付与されるモータコアにおいて、上記モータコアを構成する電磁鋼板のバックヨーク部に0.2〜5mmの間隔で電子ビーム照射されてなることを特徴とするモータコア。
(もっと読む)
方向性電磁鋼板

【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、実機トランスに組上げた際の鉄損を低く抑えることのできる、優れた実機鉄損特性を有する方向性電磁鋼板を提供する。
【解決手段】線状溝の底面部における絶縁コーティングの膜厚a1(μm)と、線状溝部以外の鋼板表面の絶縁コーティング膜厚a2(μm)と、線状溝の深さa3(μm)とが、以下の式(1)および(2)を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a2+a3−a1≦15μm ・・・(2)
(もっと読む)
電子ビーム照射装置
【課題】電子ビームの照射に伴って発生するX線の遮蔽を、真空槽壁面のシールド層の増厚に頼ることなく効率良く行うための手法について提案する。
【解決手段】真空槽内に通した金属ストリップに向けて設置した複数の電子銃により、該金属ストリップに電子ビームを照射する電子ビーム照射装置であって、前記金属ストリップの搬送方向を横切る向きに延びて電子ビーム照射域を分断する、X線吸収能を有する隔壁を、少なくとも1つ設ける。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】2回以上の冷延を利用して製造する方向性電磁鋼板において、オーステナイト−フェライト変態を利用して二次再結晶後に優れた磁気特性を発現させる。
【解決手段】所定の成分組成になる鋼スラブを素材とし、2回以上の冷延を利用して方向性電磁鋼板を製造するに際し、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の熱処理を行う。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】近年の低鉄損化の要求に応えた方向性電磁鋼板を提供する。
【解決手段】二次再結晶焼鈍後に張力絶縁被膜を形成した方向性電磁鋼板を、圧延方向が母線となる弧柱面状に反らせたまま、該弧の凸側から鋼板の圧延方向と交差する向きにレーザー等によって線状の歪を導入する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】高価な設備を用いることなく、簡便且つ効率的に鉄損特性を改善し得る方向性電磁鋼板の製造方法を提供する。
【解決手段】仕上げ焼鈍を経た後、張力絶縁被膜を形成した方向性電磁鋼板に高圧流体を噴射するに際し、高圧流体を噴射するノズルを前記方向性電磁鋼板の圧延方向を横切る向きへ線状に走査させ、且つ、前記方向性電磁鋼板の表面の高圧流体が噴射される領域に付与される圧力が前記方向性電磁鋼板の降伏応力の0.5倍以上2倍以下となるように、前記高圧流体を前記方向性電磁鋼板の表面に噴射することを特徴とする、方向性電磁鋼板の製造方法。
(もっと読む)
板幅方向にわたり安定して磁気特性が得られる方向性電磁鋼板の製造方法
【課題】二次再結晶焼鈍時にインヒビター強度を板幅方向で均一にして、磁束密度の高い方向性電磁鋼板を安定的に製造できる方法を提供する。
【解決手段】質量%で、C:0.10%以下、Si:2.5〜7.0%、Mn:0.01〜0.30%、Cu:0.01〜0.40%、S:0.001〜0.050%、酸可溶性Al:0.005〜0.060%、N:0.002〜0.015%を含有し、残部Feおよび不可避的不純物からなるスラブから一連の工程によって方向性電磁鋼板を製造するにあたり、熱間圧延工程における仕上圧延出側の板幅方向エッジからの距離で10〜30mmの間における鋼板温度を900〜1100℃とし、かつ、熱延板焼鈍を2段の熱処理サイクルで行い、その一次均熱の鋼板温度を1000〜1150℃とし、さらに、その二次均熱の鋼板温度を850〜950℃とするとともに二次均熱温度の保持時間を10〜300秒とする。
(もっと読む)
方向性電磁鋼板
【課題】歪取焼鈍後に鉄損が劣化せず、変圧器鉄心として加工した後も低鉄損特性を得ることが可能な低鉄損方向性電磁鋼板を提案する。
【解決手段】本発明の方向性電磁鋼板は、圧延方向と略直交する向きに複数の溝を有しており、さらに、各溝の間には、板厚減少部が点在して形成され、前記板厚減少部における板厚減少量の合計が、前記板厚減少部が形成される前の鋼板に対する重量減少率で0.01〜0.05%である。例えば、板厚減少部として、45μmφで、深さ25μmで、重量減少率が0.03%の凹部を各溝の間に導入する。この板厚減少部を各線状溝の間に設けることで反磁界が形成され、反磁界が形成されることで、圧延方向以外に磁束が流れる場合の鉄損上昇を抑制することが可能となる。
(もっと読む)
化学蒸着処理の原料ガス供給用ノズルと被膜形成方法および方向性電磁鋼板
【課題】化学蒸着法における原料ガスの供給に用いるノズルに、原料ガスの吹き付けが金属ストリップの幅方向に均等となる構造を与える。
【解決手段】化学蒸着を行う処理炉内に導入された金属ストリップに向けて、原料ガスを吹き付けるノズルにおける、該原料ガスの供給側から原料ガスの吐出側へ延びる配管は、供給側から吐出側へ向かって順次2経路に分かれる分枝を少なくとも2段で繰り返し、最終段分枝の経路末端に吐出口を設け、各段の分枝後の経路におけるコンダクタンスを2経路相互で等しくする。
(もっと読む)
方向性電磁鋼ストリップの製造方法
本発明は、連続薄スラブ鋳造方法による、合金鋼(ケイ素2.5〜4.0質量%、炭素0.02〜0.10質量%、アルミニウム0.01〜0.50質量%を含むものとする)からの高品質の方向性電磁鋼ストリップの製造方法、特に、いわゆるHGO材料(highly grain oriented material:高方向性材料)の製造方法であって、前記発明は操作順序を提供し、前記操作順序の個々の段階はそれらが従来のユニットを用いて最適特性を示す電磁鋼シートを得ることを可能にする前記方法において調和され、前記個々の段階が、溶融物の第2冶金処理を実施することと、バーを成型するために溶融物を連続鋳造することと、薄スラブに前記バーを分けること、前記スラブを加熱すること、熱間圧延ストリップを成形するために前記薄いバーの熱間圧延を連続して行うことと、コールドストリップを得るためにホットストリップを冷間圧延することと、前記コールドストリップの再結晶及び脱炭焼きなましを行うことと、ストリップ表面上に焼きなましセパレータを付与することと、そして従来型ユニットを使用することにより最適な電磁特性を示す電磁鋼シートを製造することを可能にする方法で、ゴス集合組織を形成するために再結晶及び脱炭焼きなましにさらされるコールドストリップをきれいに焼きなましすることからなる、前記方法に関する。 (もっと読む)
高強度電磁鋼板とその製造方法および加工方法
【課題】 抗張力TSが600MPa以上の高強度で、耐摩耗性を有し、磁束密度および鉄損のすぐれた磁気特性を兼ね備えた高強度電磁鋼板を、例えば冷間圧延性、焼鈍作業性など通常の電磁鋼板と変わることなく、安定してオンラインで製造することを目的とする。
【解決手段】 質量%で、C:0.060%以下、Si:0.2〜3.5%、Mn:0.05〜3.0%、P:0.30%以下、S:0.040%以下、Al:2.50%以下、N:0.020%以下、さらにCu:0.1〜8.0%またはNb:0.03〜8.0%を含有し、鋼板内部に加工組織が残存することを特徴とする高強度電磁鋼板。その製造方法としては、最終の加工工程において歪を付与した後、加工組織が消失するような熱処理を施さないことを特徴とする。
(もっと読む)
1 - 12 / 12
[ Back to top ]