
Fターム[4K038DA01]の内容
熱処理のプロセス制御 (949) | 制御対象プロセス量 (197) | 被処理物の温度 (108)
Fターム[4K038DA01]に分類される特許
61 - 80 / 108
鋼材の表面温度測定方法およびその装置

【課題】水柱の長さを測定する必要のない表面温度測定方法及びその装置を提供する。
【解決手段】表面温度測定装置100は、被測温鋼材S表面と対向する位置に配置された放射温度計1と、被測温鋼材Sと放射温度計1との間に光導波路としての水柱Wを形成するための水柱形成手段2とを備え、水柱Wを介して被測温鋼材S表面からの放射光Lを放射温度計1で検出することにより、被測温鋼材Sの表面温度を測定する。放射温度計1は、波長0.65〜0.85μmの光を検出することを特徴とする。
(もっと読む)
調質圧延鋼板の材質予測方法及びこれを利用した連続焼鈍ラインの操業方法

【課題】前工程起因の材質バラツキが存在する場合にも、調質圧延鋼板の材質を安定させることができる技術を提供する。
【解決手段】連続焼鈍炉1の出側に配置された調質圧延機2における伸び率、張力、圧延荷重の値と、鋼板の板厚、板巾を測定または上位計算機より入手し、これらの値に基づいて調質圧延鋼板の降伏点YP、引張強度YS等の材質予測を行う。この材質予測値に基づいて、連続焼鈍炉1の操業条件をフィードバック制御することにより、鋼板成分が変動するなどの前工程起因の材質バラツキが存在する場合にも、規格外れ品の発生を防止することができる。
(もっと読む)
局所熱伝達率決定プログラム及び局所熱伝達率決定装置
【課題】冷却条件を変更しても短時間で局所熱伝達率を決定できる局所熱伝達率決定プログラム及び局所熱伝達率決定装置を提供する。
【解決手段】基準冷却条件が設定されたとき、局所熱伝達率決定装置1内の定常熱流動解析部13は、数値解析手法により計算領域内の温度分布を算出する。基準局所熱伝達率算出部14は、算出された温度分布に基づいて、基準局所熱伝達率href(x)を求める。基準冷却条件と異なる対象冷却条件が設定されたとき、対象局所熱伝達率決定部15は、基準冷却条件により決定される基準平均熱伝達率hmrefと、対象冷却条件により決定される対象平均熱伝達率hmと、基準局所熱伝達率href(x)と、対象冷却条件における所定表面位置xでの対象局所熱伝達率h(x)とが、式(1)を満たすように、h(x)を決定する。
h(x)/hm=href(x)/hmref (1)
(もっと読む)
連続式加熱炉を用いた鋼材の製造方法
【課題】蓄熱式バーナを備えた連続式加熱炉において、連続式加熱炉の加熱能率の変化に関わらず燃料原単位を小さくすることができる鋼材の生産方法を提供する。
【解決手段】連続式加熱炉の装入側4に最も近い制御帯7に一対または複数対の蓄熱式バーナ12を備え、予め連続式加熱炉の加熱能率に対する燃料原単位と、蓄熱式バーナ12に供給する燃料流量との関係を定めておき、加熱能率の設定に基づき、蓄熱式バーナ12に供給する燃料流量を決定し、この決定した燃料流量を蓄熱式バーナ12に供給して鋼材2を加熱する工程を経て鋼材の製造を行う。
(もっと読む)
連続熱処理ラインの急速加熱区間に対する改良
【課題】加熱区間を通過する際における金属細長片の名目速度を保持しつつ、すなわち、生産量の損失を招くことなく、急速加熱中に金属細長片にしわが形成されることを抑制する方法を提供する。
【解決手段】連続した異なる加熱手段(5、5a、5b、5c、5d)を含む加熱区間(2)を金属細長片が通過する連続的な加熱処理ラインにおいて、急速加熱を受ける金属細長片(1)のしわ形成を低減する方法であって、加熱手段に入ってから出るまでの間における金属細長片の温度上昇の平均温度変化率を、1つの加熱手段より次の加熱手段を低下させることを特徴とする方法。
(もっと読む)
加熱炉
【課題】所望の熱量で加熱処理を行なうことができ、安定的に操業可能な加熱炉を提供すること。
【解決手段】第1の燃料ガスを用いて加熱処理を行なう加熱炉であって、炉本体2と、第1の燃料ガスの供給元から、炉本体2へ向けて第1の燃料ガスを送給する第1の燃料ガスの配管4と、前記第1の燃料ガスとは異なる第2の燃料ガスが通流する第2の燃料ガスの配管15と、第1の燃料ガスの配管4に設けられた、第2の燃料ガスの配管15からの第2の燃料ガスが第1の燃料ガスの配管4に混合される混合部と、混合された第1の燃料ガスと第2の燃料ガスを燃焼させて炉本体2内を加熱する加熱装置とを備え、第2の燃料ガスにより炉本体2への投入熱量を制御すること。
(もっと読む)
高周波熱処理設備
【課題】温度制御を可能にし、熱処理の条件出しを容易に行なうことを可能にすることにより、過去の生産実績の蓄積が少ない場合や、経験の浅い作業者が熱処理の作業を行なう場合でも、容易にかつ効率よく高周波熱処理を実施することができる高周波熱処理設備を提供する。
【解決手段】高周波熱処理設備は、被処理物を搬送する搬送装置99Bと、搬送装置99Bにより搬送された被処理物を、高周波加熱により加熱して焼入硬化する高周波焼入装置93とを備えている。高周波焼入装置93は、被処理物の温度を調節するための焼入温度制御装置と、加熱された被処理物が冷却されるべきタイミングを調節するための焼入タイミング制御装置と、被処理物を加熱するために焼入用電源から出力される電源出力の推移データと、被処理物が冷却されるタイミングを特定するデータとを記憶する焼入用記憶装置とを含んでいる。
(もっと読む)
熱間圧延装置及び方法
【課題】粗圧延出側の粗バーの温度が、粗バーの幅方向に不均一に変動している場合においても、製造される熱延鋼板の品質劣化、歩留まりの低下を防止する。
【解決手段】粗圧延機12から搬出された粗バーにおける幅方向の温度分布を検出し、この温度検出した粗バーの幅方向センターからワークサイドについて第1の誘導加熱コイル61を幅方向にシフトさせながら加熱するとともに、当該粗バーの幅方向センターからドライブサイドについて第2の誘導加熱コイル62を幅方向にシフトさせながら加熱する。このとき、検出した温度分布に基づいて、誘導加熱コイル61、62毎に電力とシフト量を演算し、この演算した電力とシフト量に基づいて、各誘導加熱コイル61、62による加熱動作を互いに独立して制御する。
(もっと読む)
高周波熱処理方法および高周波熱処理品
【課題】温度制御を可能にし、熱処理の条件出しを容易に行なうとともに、被処理物の品質を安定させることが可能な高周波熱処理方法を提供する。また、製造コストが抑制され、かつ品質の安定した高周波熱処理品を提供する。
【解決手段】高周波焼入方法は、被処理物1の表面に、被処理物1が加熱される温度域において被処理物1よりも耐酸化性の高い安定化層が形成される表面安定化工程11と、表面安定化工程11において安定化層が形成された被処理物1が焼入硬化される焼入硬化工程10とを備えている。焼入硬化工程10は、安定化層が形成された被処理物1の温度が調節される温度制御工程20と、加熱された被処理物1が冷却されるべきタイミングが決定されて、被処理物1が冷却される焼入制御工程30とを含んでいる。
(もっと読む)
連続的ラインにおいて、ストリップを冷却し、安定化する方法及び装置
ガス、特に空気、または、窒素及び水素から構成される混合物を、連続熱処理ラインに吹き込むことによって冷却する冷却ボックスによって金属ストリップを冷却する方法において、
前記ボックス(4、4a、…4’、4’a、…)が、該ストリップの走行方向(X)に、2m未満の単位寸法(h)を有し、および前記ストリップの走行方向(X)と垂直な方向に、複数の単位吹き込みセクター(4α、4β、4γ、…4aα、4aβ、4aγ、…;4’α、4’β、4’γ、…4’aα、4’aβ、4’aγ、…)に分割されており、
各単位吹き込みセクターは、これらの単位吹き込みセクターの各々の圧力を調節する少なくとも1つのアクチュエータ(6;2)を備えており、
制御/調節システム(R)は、意図されたストリップ冷却曲線Fに対応する、前記吹き込みセクターにおける理論的な長手方向の圧力分布が、冷却曲線Fを修正することなく、前記冷却ゾーン内での前記ストリップと、装置の壁部とのいかなる接触も避けるために、前記吹き込みセクターに対する前記ストリップの位置の変化を考慮に入れるように適応されるように制御する方法である。 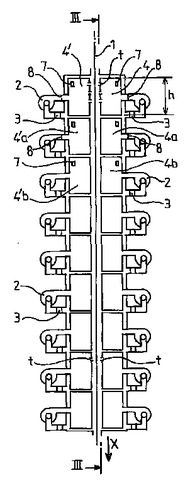 (もっと読む)
(もっと読む)
高周波焼入方法、高周波焼入設備および高周波焼入品
【課題】熱処理の条件出しが容易で、かつ被処理物の所望の部位、たとえば表面から所望の深さにおける硬度を制御することが可能な高周波焼入方法および高周波焼入設備を提供する。
【解決手段】高周波焼入方法10は、温度制御工程20と、焼入制御工程30とを備えている。温度制御工程20は、温度制御用測温工程23と、温度調節工程24と、加熱工程22とを含む。焼入制御工程30は、焼入用測温工程35と、冷却タイミング調節工程36と、冷却工程37とを含む。そして、焼入用測温工程35においては、測定される温度の情報、測温部位と硬度制御部位との位置関係、および被処理物を構成する材料の熱伝導率、比熱、密度に基づき算出される硬度制御部位の温度に基づいて加熱時間が調節されて、冷却開始信号が出力される。
(もっと読む)
鋼板の材質安定化方法
【課題】鋼板製造工程の作業条件のばらつきによる製品材質(機械的性質)の目標値からのずれを解消し製品材質を安定化する方法を提供する。
【解決手段】予め過去の操業実績データの解析により、素材鋼成分値及び熱間圧延以降、最終工程側の熱処理に到る各工程の作業条件と製品材質(降伏強さ,引張強さ等)との関係式を求めておき、鋼板を熱処理するに際して、熱処理工程に到るまでの各工程(前工程)の作業実績値と、これから実施する熱処理の加熱温度(設計値)をもとに、前記関係式により製品材質の予測値を算出し、予測値と目標値との差を求めると共に、該予測値と目標値とのずれを解消するのに必要な加熱温度の修正量を算出し、修正再設定された熱処理温度で熱処理する。熱処理に到る前工程の作業実績のばらつきに起因する材質影響の総和が熱処理温度の修正により打消され、製品材質の目標値からのずれが低減解消される。
(もっと読む)
連続焼鈍炉における板温制御方法及び装置
【課題】ストリップ蛇行の発生を抑制して歩留を向上させることができるようにする。
【解決手段】過時効帯における将来の板厚及び板幅情報を用いて、板接触部及び板非接触部のロール温度、ストリップ温度、炉内雰囲気温度を予測して計算する予測計算手段と、前記予測計算手段の計算結果に基づいて前記ロールの板接触部及び板非接触部、ストリップ及び炉内雰囲気を加熱装置により加熱する加熱制御手段とを設け、過時効帯における将来の温度推移を予測して、ロール幅方向温度差について評価し、定常・非定常に関係なくロール幅方向温度差が生じないようにする。
(もっと読む)
連続加熱炉及びその制御方法
【課題】炉内へのワーク流入状況に拘わらず、安定して効率的に加熱を行うことのできる連続加熱炉を提供する。
【解決手段】連続加熱炉として、炉内3cにおけるワークWの分布状況を検出するワークセンサ5と、その検出されたワークWの分布状況に基づき、炉内3cに存在するワークWのそれぞれについて必要与熱量を求めるとともに、その求められた必要与熱量の総和である総必要与熱量Qtを算出する総必要与熱量算出部6とを備える構成とした。また、こうした連続加熱炉において、総必要与熱量算出部6にって算出された総必要与熱量Qtに基づいてヒータユニット4の出力熱量を制御するヒータ出力熱量制御部7を備えるようにした。
(もっと読む)
鋼帯連続処理設備における均熱炉操業方法およびその均熱炉
【課題】製品品質および生産性の向上を図ることができる鋼帯の連続処理設備における均熱炉操業方法および均熱炉を提供する。
【解決手段】鋼帯Sを搬送ロール12、13で搬送しながら連続処理する連続処理設備における均熱炉操業方法において、鋼帯搬送中の搬送ロール12、13を所定温度に全幅にわたり均一に加熱または冷却しながら、前記均熱炉入口に隣接する鋼帯加熱炉あるいは冷却炉において鋼帯Sを加熱または冷却中のロール温度と等しくなるように加熱または冷却する。
(もっと読む)
浸炭処理装置及び方法
【課題】 被処理物に対してより均一な浸炭処理を行う。
【解決手段】 内部が減圧状態かつ浸炭性ガス雰囲気の処理室31において被処理物Wを加熱することによって浸炭処理する浸炭処理装置であって、上記処理室31の内部における複数領域の温度を測定する温度測定手段と、上記被処理物Wが均一に浸炭処理されるように上記温度測定手段の測定結果に基づいて上記複数領域の温度を個別に調整する温度調整手段とを備える。
(もっと読む)
高周波焼戻方法、高周波焼戻設備および高周波焼戻製品
【課題】 焼戻の条件決定が容易で、かつ被処理物の品質を安定させることが可能な高周波焼戻方法および高周波焼戻設備を提供する。さらに、製造コストが低減され、かつ品質の安定した高周波焼戻製品を提供する。
【解決手段】 高周波焼戻方法は、加熱温度制御工程と、加熱時間制御工程とを備えている。加熱温度制御工程は、加熱温度制御用測温工程と、加熱温度調節工程と、加熱工程とを含んでいる。加熱時間制御工程は、加熱時間制御用測温工程と、加熱時間調節工程と、加熱終了工程とを含んでいる。さらに、加熱時間調節工程において、被処理物の加熱を終了すべきタイミングを決定するための焼戻時間tは以下の式(A)に基づいて算出される。
H=a・log(t)+b・(1/T)+c・・・(A)
H:被処理物の硬度、t:焼戻時間、T:被処理物の温度、a、b、c:定数
(もっと読む)
入側板温度推定モデルのパラメータ決定方法および装置
【課題】誘導加熱装置の入側の鋼板温度を適切に推定するための入側板温度推定モデルのパラメータ決定方法および装置を提供することを目的とする。
【解決手段】入側板温度推定モデルで推定された入側の鋼板温度と誘導加熱装置の出側の鋼板実績温度から算出した推定実績熱量と、前記誘導加熱装置への実績投入電力との比を算出し、該比の鋼板間におけるばらつきが、所定範囲になるように入側板温度推定モデルのパラメータを決定する。
(もっと読む)
高温鋼板の冷却方法
【課題】高温鋼板の中心部の冷却速度を確保しつつ、鋼板の板厚方向の温度差を小さくでき、均一な鋼板形状、材質を得る冷却方法を提供する。
【解決手段】 高温の鋼板を冷却するに際し、鋼板を連続冷却パターンで冷却するに必要な冷却ゾーンおよび各冷却ゾーンの水量密度を設定すると共に、中心部と表層部との冷却速度を管理すべき鋼板の管理温度範囲と、該管理温度範囲における中心部の冷却速度下限値と表層部の冷却速度上限値を設定し、当該冷却ゾーンの前の冷却ゾーンまでの冷却履歴に基づいて、連続冷却パターンで設定した水量密度で冷却した場合の管理温度範囲となる次冷却ゾーンから当該冷却ゾーンまでの中心部および表層部の冷却速度を演算し、この結果に基づいて水量密度を設定し、冷却する。
(もっと読む)
連続熱処理設備の速度制御方法、装置、及びコンピュータプログラム
【課題】 制約条件に基づくネック速度スケジュールを考慮しつつ、厳密性を保ちながら、板温変化量と通板の中央速度との相関の最適化を図る。
【解決手段】 各熱処理炉200、300、400での制約条件に基づいて、現在からストリップ100がx[m]進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして、中央速度の上限値及びネック速度スケジュールに対するバイアス値を考慮した上で、予め用意された複数パターンの速度変更タイミング及び速度変更レートに基づいて速度スケジュールを作成し、それぞれの速度スケジュールについて加熱炉200の出側板温の応答性をシミュレーションにより予測する加熱炉シミュレータ3と、加熱炉200の出側板温の応答性及び速度変更レートを要素として含む評価関数を使用して速度変更タイミング及び速度変更レートを決定する中央速度探索部4とを備える。
(もっと読む)
61 - 80 / 108
[ Back to top ]