
Fターム[4K038DA01]の内容
熱処理のプロセス制御 (949) | 制御対象プロセス量 (197) | 被処理物の温度 (108)
Fターム[4K038DA01]に分類される特許
41 - 60 / 108
キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一な昇温速度で焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】加熱帯が第1加熱帯〜第3加熱帯に区分されている連続焼鈍設備を用い、前記第1加熱帯において、前記鋼帯を500℃以上、キュリー点Tc(℃)−50℃未満まで加熱する第1加熱手段と、前記第2加熱帯において、前記第1加熱帯で加熱された鋼帯をキュリー点Tc−30℃ないしキュリー点Tc−5℃の温度領域まで、上流及び下流のソレノイドコイル式高周波誘導加熱装置により加熱する第2加熱手段と、前記第3加熱帯において、前記第2加熱帯で加熱された鋼帯をキュリー点を超える処理目標温度まで加熱する第3加熱手段とを設け、前記下流のレノイドコイル式高周波誘導加熱装置の実績出力電力値に基いて前記上流のレノイドコイル式高周波誘導加熱装置の出力電力値を制御する。
(もっと読む)
加熱炉の温度制御方法
【課題】連続焼鈍炉の加熱炉内で、溶接点を介して厚みが異なる鋼板を連続して加熱する際に生じる鋼板温度外れと鋼板の形状不良を回避することが可能な加熱炉の温度制御方法を提供する。
【解決手段】本発明によれば、連続焼鈍炉において複数の加熱ゾーンを含む加熱炉により板厚が先行材と後行材とで異なる鋼板を加熱する場合の加熱炉の温度制御方法において、前記加熱炉入側からN番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、前記N番目の加熱ゾーンの炉温が前記後行材の標準値に許容範囲を含む温度に到達してから、N−1番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、以下同様に、N=1番目の加熱ゾーンに至る各加熱ゾーンの炉温を順次温度制御する。
(もっと読む)
鋼材の熱処理方法

【課題】燃料を浪費することなく高品質な丸棒鋼が得られる熱処理方法の提供。
【解決手段】制御装置4は、記録計6、第一熱電対8、第二熱電対10及び第三熱電対12を備えている。第一熱電対8は、パイロット鋼材2の表面に位置している。第三熱電対12は、径方向において、パイロット鋼材2の中心に位置している。第二熱電対10は、径方向において、第一熱電対8と第三熱電対12との中間に位置している。バッチ炉に、多種類の丸棒鋼と共に、パイロット鋼材2が装入される。パイロット鋼材2の径は、装入される丸棒鋼のうち最も太いものの径と同じか、それ以上である。制御装置4によって温度が測定されつつ、バッチ炉の温度が制御される。このバッチ炉によって、丸棒鋼に焼鈍しが施される。
(もっと読む)
工業炉において金属加工品を熱処理するための技術的手順を自動的に作成する方法及びコンピュータプログラム、並びに上記方法及びコンピュータプログラムを実行するための装置
【課題】金属加工品の熱処理の実行を、各工業炉における熱処理の開始前に計画し、その後、自律的に実行する。
【解決手段】本発明は、熱処理のための技術的手順を自動的に作成するための方法及びコンピュータプログラム、並びに装置を提供する。前記装置はコンピュータを有する。最初に、選択された金属加工品の材料のパラメータを材料データバンクからロードすると共に、選択された処理方法の手順の枠組みの雛形をロードし、ユーザインターフェースからのデータを提供すると共に、手順の枠組みを作成する。その後、金属加工品のパラメータ、作成された手順の枠組み、及びユーザインターフェースからのデータを、部分手順に関する値として確定することによって、最終的に熱処理を行うための技術的手順(後から修正可能であり、プログラムデータバンク内に保存可能であり、工業炉における金属加工品の熱処理のために呼び出し可能な手順)が作成される。
(もっと読む)
ステンレス鋼帯板の冷却において平坦度を制御する方法および装置
本発明は、仕上げラインにおける焼きなまし後の冷却に関連して、ステンレス鋼帯板の平坦度を制御する方法および装置に関する。帯板(1)は、まず、少なくとも1つの冷却媒体を帯板の移動方向に対して横断するように配設した少なくとも1つの群の供給機器(5、6)を介して、帯板(1)の全幅に対して供給して、帯板の移動方向(2)にて冷却し、冷却媒体の量は、平坦度用に帯板の所望の温度に関して記録された所定のデータを用いて調節し、次に、帯板の温度を測定して(8)、温度測定後に、温度の測定値が所定の温度値と異なる場合、少なくとも1つの冷却媒体を、帯板移動方向(2)を横断するように配設した少なくとも1つの群の供給機器(9)を介して供給する更なる冷却段階を実行してから、複数の制御ユニット(12)を含んで帯板移動方向(2)を横断するように配設する制御機器(11)を使用して平坦度を制御する。  (もっと読む)
(もっと読む)
熱処理設備の制御方法
【課題】 的確なタイミングで冷却装置の駆動を停止することができる熱処理設備の制御方法を提供する。
【解決手段】 熱処理設備1では、走行中の金属板2を、加熱装置6によって加熱し、この加熱装置6よりも金属板2の走行方向X下流側で、冷却装置7によって冷却する。加熱装置6は、走行中の金属板2を炉11内で加熱する。炉11には、熱源12から熱が供給される。このような熱処理設備1では、熱源12による炉11への熱の供給を停止した後、加熱装置6よりも走行方向X下流側かつ冷却装置7よりも走行方向X上流側での金属板2の温度に基づいて、冷却装置7の駆動を停止する。
(もっと読む)
鋼帯連続熱処理炉の温度制御方法
【課題】鋼帯連続熱処理時に炉温及びライン速度の両方又はいずれか一方を変更する際に鋼帯の加熱不足を回避して円滑な炉温変更が可能な鋼帯連続熱処理炉の温度制御方法を提供する。
【解決手段】先行鋼帯11と後行鋼帯12を溶接して鋼帯連続熱処理炉で熱処理する際に、鋼帯連続熱処理炉のラジアントチューブの設定表面温度及び連続鋼帯13のライン速度の変更を行わない定常運転時は温度調整をフィードバック制御で、設定表面温度及びライン速度の両方又はいずれか一方を変更する場合はフィードフォワード制御を実施する鋼帯連続熱処理炉の温度制御方法において、フィードバック制御はラジアントチューブのバーナ19の燃焼調整を板温度に基づいてPID制御で行ない、フィードフォワード制御時の設定表面温度は温度関係式で求まるラジアントチューブの表面温度Tfkより10K低い温度から30K高い温度の範囲の値に設定する。
(もっと読む)
表面硬度の上限規定が設けられている厚鋼板の製造方法および製造設備
【課題】表面硬度の制御が可能な厚鋼板の製造方法を提供する。
【解決手段】熱間圧延後、冷却し、鋼板の表面硬度を測定した後、誘導加熱装置で加熱処理を行う、表面硬度の上限規定が設けられている厚鋼板の製造方法であって、前記誘導加熱装置による加熱処理条件は、予め求めておいた、前記冷却後の厚鋼板の表面硬度と、前記誘導加熱装置による加熱処理条件と、前記加熱処理後に得られる表面硬度の関係であって、冷却後の厚鋼板の表面硬度と加熱処理後に得られる表面硬度の差と、前記誘導加熱装置による表面温度の上昇温度との関係、より好ましくは前材の製造において得られた実測値で補正された当該関係より、所望する表面硬度が得られる加熱処理条件を選定する。
(もっと読む)
温度制御システム、加熱炉、温度制御方法、及びコンピュータプログラム
【課題】 炉内の被加熱物体の温度をシミュレーションするための計算パラメータを適切に修正することにより、被加熱物体の温度を所望の温度にするための炉の燃焼制御を従来よりも高精度に行うことができるようにする。
【解決手段】 バーナー火炎や燃焼ガスに基づく迷光雑音輝度を実用上無視しえる程度に低減すると共に、予熱帯12の天井面12aからの外乱光に基づく迷光雑音輝度の影響を見積もって、スラブ21自体より発せられる自発光輝度Ib(Ts)を求め、求めた自発光輝度Ib(Ts)に基づいて、スラブ21の表面温度Tsを算出する。そして、数値シミュレーションモデル(熱伝導方程式)における「スラブ21の表面温度に関連するパラメータ(総括熱吸収率φCG)」を、算出したスラブ21の表面温度Tsを用いて修正して、加熱炉10の燃焼制御を行う。
(もっと読む)
連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体
【課題】予め候補として設定した複数の制御ゲインの中から最適な制御ゲインを選択して、板温調節部の効率の良い操作量変更量を決定することができ、処理炉出口板温の制御精度を向上させることが可能な、連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体を提供すること。
【解決手段】算出された処理炉体出口板温を目標板温に設定するゲイン毎に板温調節部の操作量変更量を算出するステップと、算出された操作量変更量と、処理炉体内における熱収支モデルとから、処理炉体出口における板温の変動を、ゲイン毎に予測算出するステップと、予測算出された処理炉体出口板温と目標板温との温度差と、操作量変更量に基づいて、ゲイン毎に算出された操作量変更量の中から最適な操作量変更量を決定するステップとを含むことを特徴とする。
(もっと読む)
鋼板冷却方法及び鋼板連続熱処理設備
【課題】徐冷帯及びこれに続く急冷帯からなる冷却帯において、徐冷帯の冷却能力限界が通板速度を制限する場合、即ち徐冷帯において設定した出側温度に徐冷ができずに急冷帯への入側温度が高くなる場合の鋼板の冷却において、急冷帯に配設された前段の冷却装置の一部を徐冷用として使用することにより、通板速度を上げることを可能にし、生産効率を向上させる。
【解決手段】徐冷帯と急冷帯が各々複数段の冷却装置で構成される冷却帯を配する鋼板連続熱処理設備にて、加熱された鋼板を徐冷帯で徐冷し次いで急冷帯で急冷する鋼板冷却方法であって、徐冷帯だけでは目標の徐冷帯出側板温に冷却できない場合に、急冷帯の前段の冷却装置の一部を徐冷用として使用し、その出側を仮想の徐冷帯出側として板温を制御する鋼板冷却方法。
(もっと読む)
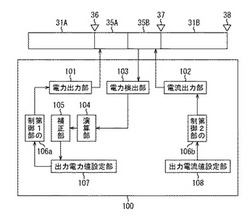
連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム
【課題】複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる。
【解決手段】通板条件の変更の有無を判定し、通板条件の変更があると判定された場合に、通板条件の変更前のIH入側板温を演算し、通板条件の変更後のIH入側目標板温を演算し、演算されたIH入側目標板温をIH103への指令値として出力し、演算されたIH入側板温と、演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードフォワード制御)。一方、通板条件の変更がないと判定された場合に、IH入側板温を演算し、演算されたIH入側板温と、前回の通板条件変更時に演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードバック制御)。
(もっと読む)
厚鋼板の熱処理炉決定方法及び厚鋼板の熱処理方法
【課題】加熱矯正を要する厚鋼板が発生しても、熱処理炉の運用に支障をきたさない、熱処理炉の運用方法を提供する。
【解決手段】高温加熱用熱処理炉と低温加熱用熱処理炉を併用して、厚鋼板を加熱矯正する熱処理を行う際の、厚鋼板の熱処理炉決定方法であって、熱処理炉装入予定在庫量を判定する工程と、加熱矯正温度変更可能種別の選別工程と、加熱矯正温度の変更可能温度を決定する工程と、該変更可能温度と高温加熱用熱処理炉の設定温度との対比工程と、加熱矯正指示温度を変更する工程とからなることを特徴とする厚鋼板の熱処理炉決定方法。
(もっと読む)
温度調節器
【課題】コントローラのパラメータの調整が容易であって、温度の均一制御を図ることができる温度調節器を提供する。
【解決手段】制御対象16の検出温度の差を、温度制御手段の出力側に、フィードバックするフィードバック手段としての干渉化器18を設け、検出温度の差に対応する制御対象16の温度差に起因する高温側から低温側への熱流の流れと同じ方向に、高温側に対応する温度制御手段と低温側に対応する温度制御手段との間で、操作量の流れが生じるようにフィードバックし、これによって、干渉を強めて制御対象16の温度の均一化を促進するようにしている。
(もっと読む)
鋼材の製造方法、鋼材の冷却制御装置、及び、鋼材の製造装置
【課題】鋼板温度を高精度に制御することが可能な、鋼材の製造方法、鋼材の冷却制御装置、及び、当該冷却制御装置を備える鋼材の製造装置を提供する。
【解決手段】冷却手段によって冷却される前の鋼板の温度を測定する第1温度測定工程と、鋼板の表面から放出される熱量の総和を算出する熱量算出工程と、TTT曲線を用いて鋼板の変態発熱量を算出する変態発熱量算出工程と、第1温度測定工程によって測定された温度と熱量算出工程によって算出された熱量と変態発熱量算出工程によって算出された変態発熱量とを用いて冷却手段で冷却された鋼板の温度を予測する温度予測工程と、冷却手段によって冷却された鋼板の冷却温度を測定する第2温度測定工程と、温度予測工程によって予測された温度と第2温度測定工程によって測定された冷却温度とが一致するように冷却手段の動作を制御する動作制御工程と、を備える、鋼材の製造方法とする。
(もっと読む)
調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法
【課題】調質圧延鋼板の板幅方向の材質変動を予測し、抑制することができる調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法を提供する。
【解決手段】連続焼鈍炉1の出側に、鋼板幅方向に複数に分割されたバックアップロール9を装備する調質圧延機2を配置し、調質圧延機9における伸び率、張力、鋼板幅方向の圧延荷重の値と、鋼板の板厚、板幅とに基づいて調質圧延鋼板の幅方向材質予測を行う。また、得られた予測結果に基づいて連続焼鈍炉の徐冷炉および/または急冷炉の冷却手段18を幅方向に制御すれば、鋼板幅方向の材質バラツキを抑制することができる。
(もっと読む)
連続式加熱炉の加熱制御方法
【課題】熱間圧延ラインに設置された連続式加熱炉の加熱制御方法として、求められる操業形態に応じて適切に加熱パターンを設定することができる連続式加熱炉の加熱制御方法を提供する。
【解決手段】予め、生産能率優先の操業形態と熱原単位優先の操業形態との操業形態別になった均熱帯昇温量テーブルを作成しておき、熱間圧延ラインの生産負荷により、生産能率優先の操業形態か熱原単位優先の操業形態かが決定されたら、前記均熱帯昇温量テーブルから対応する均熱帯昇温量を選出し、その均熱帯昇温量に基づいて加熱パターンを設定する。
(もっと読む)
鋼材の熱処理方法及び製造方法並びに製造設備
【課題】誘導加熱装置を用いた鋼材のインライン熱処理において、圧延能率を阻害することなく鋼材を効率的に熱処理する熱処理方法を提供する。
【解決手段】熱間圧延機1により圧延された鋼材2に対して、水冷装置3による焼入れ処理を行った後、矯正機4で歪を矯正し、複数台の誘導加熱装置5により熱処理を行うに際して、鋼材2を往復させることにより、誘導加熱装置5を3パス以上通過させて加熱する、いわゆるリバース加熱を行うことを特徴とする。
(もっと読む)
鋼材の熱処理方法及び製造方法並びに製造設備
【課題】誘導加熱装置を用いた鋼材のインライン熱処理において、圧延能率を阻害することなく鋼材を効率的に熱処理する熱処理方法を提供する。
【解決手段】熱間圧延機1により圧延された鋼材2に対して、水冷装置3による焼入れ処理を行った後、矯正機4で歪を矯正し、複数台の誘導加熱装置5により熱処理を行うに際して、鋼材2を往復させることにより、誘導加熱装置5を3パス以上通過させて加熱する、いわゆるリバース加熱を行うことを特徴とする。
(もっと読む)
鋼材の加熱方法
【課題】熱間圧延工程の仕上圧延前に鋼材を加熱するに際し、鋼材の幅方向と移動方向の温度分布を同時に制御できるようにする。
【解決手段】鋼材Hを移動させながら,ヒータ31,32,33によってこの順に加熱する。ヒータ31のコア41,42と鋼材Hの中央部PCとの間の間隔XR,ヒータ33のコア41,42と中央部PCとの間の間隔XLは,それぞれ可変とした。かかる構成において,中央部PCに与えられる昇温量ΔTCの目標値,側方部PRに与えられる昇温量と昇温量ΔTCとの昇温量差ΔERの目標値,側方部PLに与えられる昇温量と昇温量ΔTCとの昇温量差ΔELの目標値に基づいて,各ヒータ31,32,33の出力の目標値,各間隔XR,XLの目標値を求めた。また,鋼材Hの所定の位置に各ヒータ31,32,33のコア41,42が対向するときの各ヒータ31,32,33の出力は,互いに同一にした。
(もっと読む)
41 - 60 / 108
[ Back to top ]