
Fターム[4K042CA06]の内容
物品の熱処理 (24,439) | 合金成分及び鋼種 (6,105) | 合金成分を規定するもの (5,737) | Cr5%未満 (837)
Fターム[4K042CA06]に分類される特許
821 - 837 / 837
転がり軸受の軌道輪の製造方法

【課題】大量の鋼材に対する焼入れを連続的に行うことができる焼入れ方法であって、転がり軸受の軌道輪として必要な硬さが確保できる方法を提供する。
【解決手段】転がり軸受の軌道輪を、炭素0.50〜1.20質量%、珪素0.50〜2.00質量%、マンガン0.20〜2.00質量%、クロム2.00〜5.00質量%、モリブデン0.10〜2.00質量%であり、下記の(1)式により算出されるDI 値が15.0以上40.0以下である合金鋼により形成する。また、焼入れ時の加熱温度を870℃以上とし、焼入れ時の冷却を、大気圧下で気体を流速6m/秒以上で処理品に当てることにより行う。
DI =(0.2〔C〕+0.14)×(0.64〔Si〕+1)×(4.1〔Mn〕+1)×(2.33〔Cr〕+1)×(3.14〔Mo〕+1)‥‥(1)
(もっと読む)
円すいころ軸受

【課題】 異物混入潤滑下で使用しても寿命の長い円すいころ軸受を、低コストで提供する。
【解決手段】 円すいころ軸受のころ3を、C含有率が0.3〜1.2質量%、Si含有率が0.4〜2.0質量%、Mn含有率が0.2〜2.0質量%、Cr含有率が0.5〜2.0質量%である鋼からなる素材を所定形状に加工した後、浸炭窒化処理と、焼入れ処理と、焼戻し処理とを施すことにより作製する。そして、ころ3の転がり面および大径側鍔部10Aとの摺接面をなす表層部のN含有率を0.20〜2.00質量%とし、CおよびNの合計含有率を1.20〜3.00質量%とし、硬さをHv750〜900とし、残留オーステナイト量を5〜20体積%とする。
(もっと読む)
耐疲労特性に優れた中空ドライブシャフトの製造方法
【要 約】
【課 題】 高疲労強度を有する中空ドライブシャフトの製造方法を提供する。
【解決手段】 質量%で、C:0.25〜0.55%、Si、Mn、Alを適正量含む組成を有する鋼管に、所定のドライブシャフト形状に成形する成形加工を施したのち、肉厚方向全域をAc3変態点以上の温度に加熱し急冷する焼入れ処理と、ついで、肉厚方向全域を450℃以上Ac1変態点未満の温度に加熱した後、外表面と外表面から肉厚1/4の位置までの範囲の平均温度が350℃となった時に、前記外表面から肉厚1/4の位置から内表面までの範囲の平均温度が400℃以上、好ましくは450℃以上となる肉厚方向温度勾配を生ずるように外表面を冷却する焼戻し処理を行う。これにより、外表面に216MPa以上好ましくは440MPa以上の圧縮残留応力を有する中空ドライブシャフトとなり、疲労強度が向上する。さらに、Cr、Mo、W、Ni、Cu、Bのうちから選ばれた1種または2種以上、および/または、Ti、Nb、Vのうちから選ばれた1種または2種以上を含有してもよい。
(もっと読む)
鋼及びこの鋼でつくられたプラスチック物質用の成型工具
本発明は、重量%で次の化学組成を有する鋼、特にプラスチック成型のための成型工具用鋼に関する:
0.43〜0.60C、トレース量〜1.5Si、トレース量〜1.5(Si+Al)、0.1〜2.0Mn、3.0〜7.0Cr、1,5〜4.0(Mo+)、但し最大1.0W、0.30〜0.70V、Nb,Ti,Zrの各々最大0.1、最大2.0Co、最大2.0Ni、バランス:本質的に鉄と不可避不純物のみ。焼入れと520℃〜560℃での高温焼戻し後、この鋼は56〜58HRCの鋼度を有する。
(もっと読む)
転がり軸受
【課題】 高温高速回転で使用される場合に、耐熱性および心部靭性に優れるのは勿論のこと、耐焼付き性にも優れる鋼製の転動部材を備えることで、信頼性の向上を図る。
【解決手段】 一対の軌道輪及び前記転動体の内の少なくとも一つの転動部材を、C:0.1〜0.5重量%、Si:0.1〜1.5重量%、Mn:0.1〜1.5重量%、V:0.8〜2.0重量%、Cr:3〜5重量%、Mo:3〜5重量%、Ni:2.5〜4.5重量%を含有する合金鋼で形成し、浸炭窒化処理を施した後に焼入れを行い、更に焼戻しを施すことによって二次硬化し、表面層のC濃度:0.6〜1.5重量%、表面層のN濃度:0.1〜0.5重量%、表面層の硬さ:Hv650〜950、非浸炭窒化部である心部硬さ:Hv400〜550とする。
(もっと読む)
拡張性チューブラ
【解決手段】 拡張性チューブラ部材 (もっと読む)
被削性および疲労特性に優れた鋼材並びに鋼製品とそれらの製造方法
【課題】疲労強度を確保しつつ、被削性が良好な鋼材および実際に高周波焼入れにより疲労強度を一層向上させた鋼材を提供する。
【解決手段】C:0.3〜0.7mass%、Si:1.1mass%以下、Mn:0.2〜1.1mass%、Mo:0.05〜0.6mass%、S:0.06mass%以下、P:0.025mass%以下、Al:0.25mass%以下およびCr:0.3mass%以下を含有し、残部はFeおよび不可避的不純物の組成とし、母材組織をフェライト組織およびパーライト組織の合計の組織分率が90%以上のものとし、さらにフェライト組織の最大厚みを30μm以下とする。
(もっと読む)
機械構造用部品
【課題】従来よりも疲労強度を一層向上させた機械構造用部品を提案する。
【解決手段】少なくとも一部分に高周波焼入れによる硬化層を有する機械構造用部品において、該硬化層における旧オーステナイト粒の平均粒径GS(μm)と前記高周波焼入れを施した部位の応力集中係数αとの関係を式GS≦11−2×α(ただしα≧1.5)に従うものとする。
(もっと読む)
耐熱鋼とそれを用いた蒸気タービン用ロータシャフト及び蒸気タービン並びに蒸気タービン発電プラント
【課題】
本発明の目的は、高温強度及び切欠き強度に優れた耐熱鋼とそれを用いた蒸気タービン用ロータシャフト及び蒸気タービン並びに蒸気タービン発電プラントを提供することにある。
【解決手段】
本発明は、重量で、C0.15〜0.40%、Si0.5%以下、Mn0.05〜0.50%、Ni0.5〜1.5%、Cr0.8〜1.5%、Mo0.8〜1.8%、及びV0.05〜0.35%を含み、(Ni/Mn)の比が3.0〜10.0であるCr−Mo−V低合金鋼からなることを特徴とする耐熱鋼にある。
(もっと読む)
高強度ベイナイト型窒化部品及びその製造方法
【課題】生成後に膨張の原因となり、低歪達成の障害となる化合物層の生成を極力抑える条件で窒化処理を行った場合においても、浸炭品に近い強度の得られる窒化部品の提供。
【解決手段】C:0.20〜0.30%、Si:0.25%以下、Mn:0.50%未満、P:0.03%以下、S:0.05%以下、Cr:1.00超〜2.00%、Mo:0.10〜0.50%未満、V:0.10〜0.50%、Al:0.10超〜0.20%、Ti:0.10%以下、N:0.0060〜0.020%以下を含有し、18<27C+9Mn+7Cr+8Mo及び22<37C+6Mn+8Cr+11Vを満足し、残部がFe及び不純物元素からなる成分を有し、ベイナイト主体の組織からなり、ベイナイト組織の平均パケットサイズが10μm以下であり、窒化処理後の表面硬さがHV650以上、硬化深さが0.2mm以上であり、表層の化合物層の平均厚さが1μm以下である。
(もっと読む)
冷間加工性と焼き入れ性に優れた電縫鋼管とその製造方法
【課題】 自動車および機械構造用中・高炭素鋼管には、加工性と加工後の焼き入れによって十分な強度(硬さ)を確保することが要求されている。本発明では球状化熱処理により優れた加工性と優れた焼き入れ性を有する電縫鋼管とその製造方法を提供することを目的としている。
【解決手段】 質量%でC:0.25〜0.50%、Si:0.35%以下、Mn:0.60〜1.50%、S:0.0025以下、P:0.010%以下を含み、その管軸方向に垂直な断面において最大長さが2μm以下のセメンタイトが全セメンタイトに対して面積率で60%以上であり、さらにフェライトの結晶粒の円相当直径が5μm以上であることを特徴とする冷間加工性と焼入れ性に優れた電縫鋼管。
(もっと読む)
転動部材およびその製造方法
【課題】 耐ピッチング強度、耐スポーリング強度、歯元曲げ強度に優れた転動部材およびその製造方法を提供する。
【解決手段】 本発明に係る転動部材は、表面層に形成され、0.35〜0.8重量%の濃度で炭素が固溶されたマルテンサイト相を母相とする第1焼入れ硬化層1と、前記第1焼入れ硬化層1より深い層に形成され、0.07〜0.3重量%の濃度で炭素が固溶されたマルテンサイト相およびベイナイト相の少なくとも一方が母相とされ、セメンタイトが2〜20体積%分散された第2焼入れ硬化層2と、を具備することを特徴とする。
(もっと読む)
機械的部品用の鋼材、該鋼材から機械的部品を製造する方法、および該鋼材を用いて得られる機械的部品
【課題】機械要素製造に好適な鋼材、機械的要素の製造方法および機械的要素を提供する。
【解決手段】0.19%≦C≦0.25%;1.1%≦Mn≦1.5%;0.8%≦Si≦1.2%;0.01%≦S≦0.09%;トレース量≦P≦0.025%;トレース量≦Ni≦0.25%;1%≦Cr≦1.4%;0.10%≦Mo≦0.25%;トレース量≦Cu≦0.30%;0.010%≦Al≦0.045%;0.010%≦Nb≦0.045%;0.0130%≦N≦0.0300%;任意に、トレース量≦Bi≦0.10%および/またはトレース量≦Pb≦0.12%および/またはトレース量≦Te≦0.015%および/またはトレース量≦Se≦0.030%および/またはトレース量≦Ca≦0.0050%;残部が鉄および不純物よりなり、5回のジョミニ試験の平均値J3m、J11m、J15m、およびJ25m が:α=|J11m−J3m×14/22−J25m×8/22|≦2.5HRC;およびβ=J3m−J15m≦9HRCとなる鋼材を使用する。
(もっと読む)
バウシンガー効果の発現が小さい鋼板または鋼管およびその製造方法
本発明は、バウシンガー効果の発現が小さい鋼板または鋼管とその製造方法、特に拡管した際にバウシンガー効果により生じる周方向圧縮強度低下が小さい油井用鋼管やラインパイプ等に使用される鋼管とその製造方法を提供するもので、実質的にフェライト組織と微細マルテンサイトからなり、フェライト組織中に微細マルテンサイトが分散して存在する二相組織を有することを特徴とするバウシンガー効果の発現が小さい鋼板または鋼管。また、この鋼板または鋼管は質量%で、C:0.03〜0.30%、Si:0.01〜0.8%、Mn:0.3〜2.5%、P:0.03%以下、S:0.01%以下、Al:0.001〜0.01%、N:0.01%以下、を含み残部鉄および不可避的な不純物からなる。 (もっと読む)
優れた低温じん性を有する高強度部品を製造するための鋼及び前記タイプの鋼の使用
本発明は、低温であっても優れた延性破壊値J積分を有する、引張り力の高い鋼であって、そして、好ましくない条件及び非常に厳しい作業条件であっても前記の鋼から製造される構造部品の破壊の危険が最小限に減少される前記鋼に関する。本発明の鋼は(重量%で示す)、0.08〜0.25%C、0.10〜0.30%Si、0.80〜1.60%Mn、=0.020%P、=0.015%S、P及びSの合計=0.030%であり、0.40〜0.80%Cr、0.30〜0.50%Mo、0.70〜1.20%Ni、0.020〜0.060%Al、0.007〜0.018%N、=0.15%V、=0.07%Nb、V及びNbの合計=0.020%であり、並びに残余物の鉄及び不可避の不純物を含む。本発明の鋼は、高引張力チェーンの製造に特に適している。 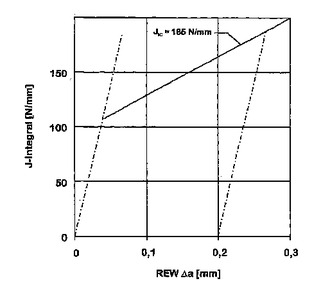 (もっと読む)
(もっと読む)
冷間仕上げ継目無鋼管
本発明の冷間仕上げ継目無鋼管によれば、冷間加工後の矯正加工によって発生する残留応力を制御し、クランプトン(Crampton)法で測定した残留応力Fを30MPa以上であり、かつそのばらつきが30MPa以下とする。さらに必要に応じて、球状化炭化物の平均粒径を規定することによって、鋼管内外面の旋削加工時に発生する残留歪による寸法変形が少なく、軸受用部品の最終加工において精密な真円度および優れた被削性を確保することができる。これにより、軸受用部品のコスト削減に寄与すると同時に、高い寸法精度で、旋削加工や熱処理等の最終加工における変形の少ない軸受用部品を提供できる。 (もっと読む)
プレス焼入れ部品及びその製造方法
本発明は、熱間成形可能な非焼入れの鋼板から成る半製品からプレス焼入れ部品、特に車体構造部品を製造する方法に加えて、プレス焼入れ部品に関する。本発明は、冷間成形プロセス、特に絞りプロセスによって半製品から部品ブランクを成形し、製造すべき部品の縁の外形にほぼ対応するように部品ブランクの縁を切断し、切断された部品ブランクを、熱間成形工具で加熱すると共にプレス焼入れし、続いて、被覆ステップにおいて、腐食防止被覆によって覆う各ステップを備える。 (もっと読む)
821 - 837 / 837
[ Back to top ]