
Fターム[4K042DB08]の内容
Fターム[4K042DB08]に分類される特許
61 - 76 / 76
複合鋼材の製造方法,複合鋼材および該複合鋼材を用いて得られる軌条鋼

【課題】 安定して炭素を添加し,かつ,効率の良い加熱を行うことができるようにして,鋼材の表層部の強度や耐磨耗性に優れるとともに,生産性を向上させることが可能な,新規かつ改良された複合鋼材の製造方法,複合鋼材および該複合鋼材を用いて得られる軌条鋼を提供する。
【解決手段】 本発明に係る複合鋼材1の製造方法は,鋳片2の一部にプラズマを用いて炭素を溶融アロイングさせることにより鋳片2の一部に炭素の濃化領域3を形成する改質工程において,プラズマによる溶融アロイングの前に,鋳片2の一部を炭素飽和時の溶融温度以上に予熱する工程を含む。
(もっと読む)
転がり軸受用軌道輪の製造方法、転がり軸受用軌道輪、転がり軸受

【課題】 軌道面に硬質化合物層が形成された軌道輪を、低コストで且つ精度よく製造する。
【解決手段】 鋼からなる素材を外輪1の形状に加工する工程と、軌道面1aに窒化処理を施すことにより、軌道面1aに窒化物層を形成する工程と、窒化物層が形成された外輪1に誘導加熱処理を施すことにより、外輪1をオーステナイト化温度まで加熱する工程と、オーステナイト化温度まで加熱された外輪1を、鋼のMs変態点直上の温度まで急冷する工程と、オーステナイト状態の外輪1を外輪成形用型5に嵌め込むことにより、外輪1に塑性加工を施す工程と、塑性加工が施された外輪1を、鋼のMs変態点以下の温度まで冷却する工程と、を備える。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】 本発明は部分的にワークの強度に強弱を付けたい場合において、同じ厚みを有した1枚のワークに強度分布を持たせることを可能にする。
【解決手段】 本発明のプレス成形装置及びプレス成形方法は、上型2と、下型3とから成る金型を備え、上型2と下型3との間に挟んだワークWをプレス成形するものであって、前記上型2及び下型3のそれぞれに冷却部4と加熱部5を設け、当該冷却部4と加熱部5による金型内の温度差を利用して前記ワークWに強度分布を持たせてプレス成形することを特徴とする。そして、冷却部4に配置されたワークWはマルテンサイト化され、加熱部5に配置されたワークWはマルテンサイト化が抑制されている。
(もっと読む)
鋼製部材の製造設備、軸受用薄肉部材およびスラスト軸受
【課題】 製造コストの上昇を抑えつつ、かつ焼入の際に発生する変形を抑制することが可能な鋼製部材の製造設備を提供する。
【解決手段】 鋼板を打ち抜くことにより、軌道輪11を成形する打ち抜き装置4と、成形された軌道輪11をAc1点以上の温度に加熱した後Ms点以下の温度に冷却することにより焼入硬化する焼入用高周波加熱装置2および金型拘束冷却装置3と、焼入硬化された軌道輪11をAc1点以下の温度に加熱することにより焼戻す焼戻用高周波加熱装置7とを備えている。焼入用高周波加熱装置2は軌道輪11を誘導加熱によりAc1点以上の温度に加熱することができる。金型拘束冷却装置3はAc1点以上の温度に加熱された軌道輪11を、金型を用いて拘束しながら、軌道輪11から熱を除去するための冷却部材として当該金型を利用することにより、軌道輪11をMs点以下の温度に冷却することができる。
(もっと読む)
転がり軸受
【課題】 割れ疲労強度が向上され、表面起点剥離などの表面損傷や内部起点剥離に対して長寿命で、端部がかしめ加工容易な、ロッカーアーム用転がり軸受を提供する。
【解決手段】 ローラ4と、そのローラ4の内方に位置するローラ軸2と、ローラとローラ軸との間に介在する転動体3とを備え、ローラ軸2が、窒素富化層を有し、転動体が転走する転走面の領域の表層部のオーステナイト結晶粒度が11番以上であり、かつ硬度がHV653以上であり、端部の硬さがHV300以下であり、転走面中央の軸中心部の硬度がHV550以上である。
(もっと読む)
被覆部材の製造方法
【課題】 鋼からなる基材にDLC膜を形成しても、基材の強度が低下せず、高強度の被覆部材を得ることができる被覆部材の製造方法を提供することを目的とする。
【解決手段】 少なくともMoを含有する鋼からなる基材に焼入れする焼入れ工程と、該基材の表面にプラズマCVD法により非晶質炭素膜(DLC膜)を形成して該基材を焼戻しする焼戻し工程と、からなることを特徴とする。
上記の焼戻し工程において、プラズマCVD法によるDLC膜の成膜温度が上記基材の焼戻し温度に達するため、焼戻し処理とプラズマCVD処理とを同時に行うことができる。すなわち、本発明の被覆部材の製造方法を用いれば、強度低下を引き起こすことなく、鋼材へのDLC膜の形成が可能となる。その上、基材に対するDLCの成膜と焼戻しとを一工程にできるため、製造工程が簡略化される。
(もっと読む)
転がり軸受の保持器
【課題】負荷容量の大きな転がり軸受に適した保持器を、プレス加工により、金型寿命と加工強度を低下させずに得る。
【解決手段】以下の方法で保持器を作製する。炭素(C)含有率が0.001質量%以上0.20質量%以下、マンガン(Mn)含有率が1.20質量%以上2.00質量%以下、珪素(Si)含有率が0.50質量%以下で、残部鉄および不可避不純物からなり、ビッカース硬さ(Hv)が140以上250以下である鋼板を用いる。この鋼板を所定形状にプレス加工した後、窒化処理を施して表面に窒化物層を形成することで、表面硬さをビッカース硬さ(Hv)で460以上700以下にする。
(もっと読む)
直動装置
【課題】 材料表面が剥離を生じることがなく、スパッタリングやCVD等の高価な装置、処理を不要にでき、更には、十分な潤滑性、疲労強度及び耐衝撃性を得ることができる直動装置を低コストで提供する。
【解決手段】 直動装置において、案内軸1の転動体軌道面3、可動体2の転動体軌道面7及び転動体Bの転動面の表面は、官能基を有する含フッ素重合体とPFPEとを含有する潤滑膜14と、前記表面と同等かそれ以上の硬度を有する略球状の研磨材を該表面に噴射して前記表面の温度を鉄系金属の場合はA3変態点以上に、非鉄系金属の場合は再結晶温度以上に上昇させると共に、前記表面に微小な断面円弧状をなす無数の凹部からなる油溜まりを形成する処理を施して得られた硬質層20とを備える。
(もっと読む)
鉄を含む構成要素の特性を高める組成及び方法
構成要素、例えばギア及び他の動力伝達部品は、高強度、高靱性の鉄を含む金属合金をニアネット鋳造し、金属合金を表面処理して、硬化された表面領域を形成し、そして表面領域に潤滑膜を被覆することによって形成される。  (もっと読む)
(もっと読む)
構成部材をケースハードニング処理する方法および同方法を実施する装置
本発明は、端縁層固化のために構成部材の表面の少なくとも一部にオイルジェットが噴射され、その場合にオイルおよび/または構成部材が温度調節される、結晶質、部分結晶質または無定形の構造の金属またはセラミックの材料を有する構成部材をケースハードニング処理する方法と同方法を実施する装置に関する。 (もっと読む)
ゴルフクラブヘッドの熱処理方法
【解決手段】 予めゴルフクラブヘッドを製造しておき、ゴルフクラブヘッドに少なくとも一個の熱処理ゾーンを形成し、熱処理ゾーンに予めフランジを形成しておく段階と、高エネルギービームを利用してゴルフクラブヘッドの熱処理ゾーンのフランジに対して熱処理を行う段階と、研磨によりゴルフクラブヘッドの熱処理ゾーンのフランジを除去する段階とを含むゴルフクラブヘッドの熱処理方法。
【効果】 ゴルフクラブヘッドの熱処理ゾーンに予めフランジを設け、レーザービームまたは電子ビームなどの高エネルギービームが直接熱処理ゾーンの基材を照射することによって基材に溶融の凹欠部が生じるという現象をフランジによって避けることができるため、熱処理の歩留りを相対的に高めると共に、熱処理の方式によって達成できる改質の効果を確保することができる。
(もっと読む)
ダイカスト金型およびその熱処理方法
【課題】大きな凹凸部を含むキャビティ面を有していても、ヒートクラックや大割れが発生し難いダイカスト金型およびこれを得るためのダイカスト金型の熱処理方法を提供する。
【解決手段】キャビティ面2、係るキャビティ面2とほぼ対抗するキャビティバック面3、および係るキャビティバック面3に基端が開口し且つ先端4a,6aがキャビティ面2付近に位置する冷却水孔4,6を含むダイカスト金型の熱処理方法であって、ダイカスト金型の全体を焼入れおよび焼戻し処理する工程と、その後に行う、上記キャビティバック面3寄りの部分を再焼戻し処理する工程、および上記冷却水孔4,6の先端4a,6aの内面近傍を局部的に再焼戻し処理する工程と、を含む、ダイカスト金型の熱処理方法。
(もっと読む)
完全硬化耐熱鋼から成る部品を熱処理する方法及び完全硬化耐熱鋼から成る部品
本発明は、完全硬化耐熱鋼から成る部品を熱処理する方法であって、熱処理が部品の完全硬化、部品の表面層硬度増大及び部品の焼戻しを含んでいる。部品の表面層硬度増大の際表面層への強すぎる添加を回避しながら部品の表面層硬度増大の際、表面層の一層深い硬度増大を伴う拡散元素の一層大きい侵入深さ及び一層大きい表面層硬度を得て、その結果部品の高められた耐久限度を得るため、上部変態温度AC3より上にある共通な焼入れ及び拡散温度TH+Dに部品を加熱し、完全なオーステナイト化及び含まれる炭素の分解及び表面層への拡散分子の所望の添加に至るまで部品を共通な焼入れ及び拡散温度TH+Dに保持し、続いて部品を急冷することによって、部品の完全硬化及び部品の表面層のプラズマイオン硬化が、共通な工程(1)で行われる。 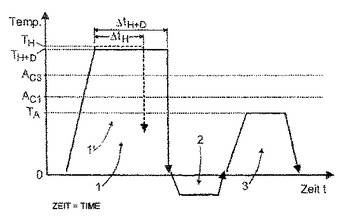 (もっと読む)
(もっと読む)
波動歯車装置
【課題】小型化、高トルク化、さらには長寿命化の要求に応えることができる波動歯車装置を提供する。
【解決手段】波動歯車装置1は、剛性内歯歯車2と、可撓性外歯歯車3と、波動発生器4を有する。可撓性外歯歯車3を構成する歯部8、胴部5およびダイヤフラム6の各部品の全てまたは少なくとも一部品の結晶粒の平均粒径を1〜10μmに調製する。平均粒径の調製は、オーステナイト領域の温度まで急速加熱した後、オーステナイト領域以下の温度まで急速冷却する工程を3回以上繰り返す、高周波焼入れ、レーザ焼入れ、火炎焼入れまたは電解焼入れのいずれかの焼入れ処理により行う。
(もっと読む)
浸炭鋼から形成されたバット
【課題】 適正なコストで、性能が向上し、かつ耐久性の高いバットを提供する。
【解決手段】 球技用バット10は、ハンドル部16及び主打撃部18を有する実質的に管状のフレーム12を含む。ハンドル部16は非鉄材料から形成される。打撃部18は、ハンドル部16とは別に形成され、これに連結される。打撃部18は、鋼から形成され、内側面及び外側面を有する。少なくとも打撃部18の一部が浸炭されて浸炭層を形成している。
(もっと読む)
高強度機械構造用部品の製造方法、および高強度機械構造用部品
【課題】 曲げ疲れ強さの向上と、耐ピッチング性の向上との両立を図った機械構造用部品を製造するための方法を提供する。
【解決手段】 素材としての機械構造用肌焼鋼に対して減圧炉内で真空浸炭および窒化処理を行って機械構造用部品を製造する方法であり、減圧炉の加熱昇温時に減圧炉の温度が所定温度T1に達した時点で窒化処理を行う工程S1と、その後さらに減圧炉を加熱昇温(温度:T2)させて浸炭処理を行う浸炭工程S2と、次いで、減圧炉の降温時に減圧炉の温度が焼入れ可能な温度よりも高い温度(焼入れ保持温度)T3に下がった時点で窒化処理を再び行う工程S3と、を含んでいる。
(もっと読む)
61 - 76 / 76
[ Back to top ]