
Fターム[4K042DB08]の内容
Fターム[4K042DB08]に分類される特許
21 - 40 / 76
回転対称に溶接された部品
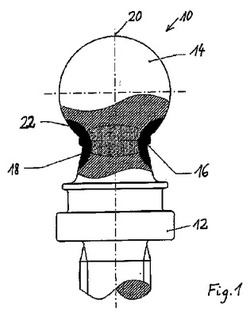
この発明は、回転対称に溶接されて、回転対称な溶接部(16)によって連結された二個の部品(12,14)を有し、溶接部(16)の近傍に主要負荷領域(22)が存在する部品(10)であって、縁部の硬化により、そこが強化されるように、溶接部(16)および、それの周囲(22)だけが強化された部品(10)、および、回転対称に溶接されて、二個の部品(12,14)を有する部品(10)を、前記二個の部品(12,14)間の、回転対称な溶接部(16)を溶接することにより製造する方法であって、前記二個の部品(12,14)の溶接後、焼入れゾーン(16,22)の熱入れにより、溶接部(16)および、それの周囲(22)を直ちに硬化させる方法に関するものである。 (もっと読む)
機械抵抗の局所変化を有するステンレス鋼
本発明は、主に、最小で10.5質量%のCrおよび最大で1.2質量%のCを含むステンレス鋼板であって、その微細構造は、マルテンサイト系またはオーステノ−マルテンサイト系であり、そして少なくとも2体積%のマルテンサイト含み、この鋼板の残りのマルテンサイト系含有量よりも少なくとも10%小さいマルテンサイト系含有量を含み、この局所的部分は、この鋼板の厚さと少なくとも部分的に同じ厚さであることを本質的に特徴とする鋼板、に関する。また、本発明は、この鋼板の製造方法およびこの鋼板の変形によって得ることができる鋼製部品、に関する。 (もっと読む)
ワークピースを硬化する方法及び装置、並びに該方法により硬化されたワークピース
本発明は、ワークピースを熱処理するための方法及び装置に関し、該装置は、冷却室及び、ワークピースが加熱装置の直接熱放射により950から1200℃に加熱される2つ以上の浸炭室を備える。 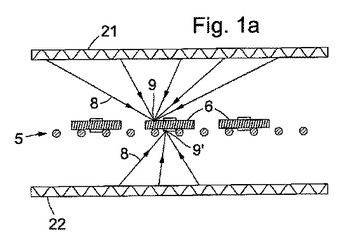 (もっと読む)
(もっと読む)
連続熱処理装置

【課題】加熱処理時に被処理材を挟持した状態で行うことで熱処理時間の短縮が図れると共に被処理材の変形を少なくできる連続熱処理装置を提供する。
【解決手段】連続熱処理装置は、被処理材1を挟持可能に形成された熱伝導率の高い材料で構成された伝熱体21dと、該伝熱体の外周に取付けられたヒーター21cと、該ヒーターの外周に取付けられた熱反射板21bと、該熱反射板の外周を覆う断熱材21aとから構成した加熱手段21を含み、該加熱手段の前記伝熱部に対して所定時間毎に被処理材を供給して該被処理材を熱処理を行い、熱処理が行われた被処理材を冷却部Cに供給して恒温冷却し、続いて鍛圧成型する。
(もっと読む)
フラッシュバット溶接継手特性に優れた内部高硬度型パーライト鋼レールおよびその溶接方法
【課題】レール頭部の表層から深さ25mmの範囲内の硬さを上昇させたフラッシュバット溶接の継手特性に優れた内部高硬度型パーライト鋼レールおよび優れた特性を有する溶接継手を得るフラッシュバット溶接方法を提供する。
【解決手段】C:0.73〜0.85質量%,Si:0.5〜0.75質量%,Mn:0.3〜1.0質量%,P:0.035質量%以下,S:0.0005〜0.012質量%,Cr:0.2〜1.3質量%を含有し、残部がFeおよび不可避的不純物からなる組成を有し、[%Mn]/[%Cr]値が0.3以上0.9未満であり、レール頭部の表層から少なくとも25mm深さにおけるレール母材の頭部内部硬さがHv390以上Hv480未満のパーライト鋼レールを、アプセット量20mm以上の範囲内でフラッシュバット溶接し、溶接終了後70秒以内にレール頭部の冷却を開始し、冷却開始後25〜60秒で冷却を終了する。
(もっと読む)
熱硬化処理方法及び熱硬化処理物
【課題】 対象物の形状によらず、複雑な形状の部分的な熱硬化処理も簡易に行うことができる熱硬化処理方法及びその処理方法により得られた熱硬化処理物を提供する。
【解決手段】 対象物2の表面のうち、コイル状カーボン物質31が含有されている含有面の所望の位置に対してマイクロ波を照射し、前記コイル状カーボン物質にマイクロ波を吸収させコイル状カーボン物質31を発熱させて熱硬化処理を行う。この場合、前記コイル状カーボン物質は、カーボンマイクロコイル又はカーボンナノコイルである。
(もっと読む)
被加熱材の加熱装置及び加熱方法
【課題】小型かつ簡単な構造でエネルギー消費が少なく、修理や交換が容易な迅速加熱装置及び方法を提供すること。
【解決手段】平板状の被加熱材(1)の加熱装置は、断熱性を有するベースプレート(3、4)上に複数の発熱要素(2)を所定の間隔をおいて平面的に所定のパターンをもって配列して加熱接触面(2a)を構成し、加熱接触面(2a)を被加熱材(1)に直接接触させて加熱することを特徴とする。
(もっと読む)
湾曲した針の曲げ剛性および降伏モーメントを増強するための急速熱処理
複数の湾曲した縫合針を熱処理するための装置である。この装置は、複数の湾曲した縫合針を湾曲した縫合針の供給源からレシーバへと移送するためのコンベヤと、このコンベヤに隣接して位置付けられたハウジングであって、このハウジングは、第1の端部、第2の端部、および第1の端部から第2の端部まで走っている開口を有し、この開口が複数の湾曲した縫合針がこの開口の中を通過するのを可能にするようにコンベヤに整列されている、ハウジングと、複数の湾曲した縫合針がコンベヤによりハウジングの第1の端部からハウジングの第2の端部へと移送されているときに、これらの複数の湾曲した縫合針を加熱するためにハウジングの内部に設けられた熱源と、を含む。湾曲した縫合針の剛性および降伏モーメントを増強するために、複数の湾曲した縫合針を熱処理するための方法もまた、提供される。そのように処理された湾曲した縫合針は、剛性、強度、および延性の所望の組み合わせを有する。  (もっと読む)
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】表層部を窒化処理して高硬度な表層部を形成するとともに、粒界析出物の発生を抑制することが可能な、4質量%以上のクロムを含有する鋼の熱処理方法、当該熱処理方法が採用された機械部品の製造方法および機械部品を提供する。
【解決手段】鋼の熱処理方法は、0.11〜0.15%の炭素と、0.1〜0.25%の珪素と、0.15〜0.35%のマンガンと、3.2〜3.6%のニッケルと、4〜4.25%のクロムと、4〜4.5%のモリブデンと、1.13〜1.33%のバナジウムとを含有し、残部鉄および不純物からなる鋼を浸炭処理する浸炭工程と、浸炭処理された鋼を焼入硬化する焼入工程と、焼入硬化された当該鋼をプラズマ窒化するプラズマ窒化工程と、プラズマ窒化された当該鋼を300℃以上480℃以下の温度である拡散温度に保持する拡散工程とを備えている。
(もっと読む)
冷間加工性に優れた高周波焼入用鋼、該鋼からなる転動部材および転動部材を用いた直線運動装置
【課題】 直動案内装置の潤滑油中に異物が混入し、その圧痕の応力集中を要因に装置の鋼材表面に不良潤滑によるはく離を生じ、あるいは金属すべりを起こしても、疲労寿命の低下を起き難くした高周波焼入用鋼を提供する。
【解決手段】 質量%で、C:0.7〜0.9%、Si:0.4〜1.0%、Mn:0.5〜1.25%、P:0.030%以下、S:0.030%以下、Cr:0.4%以下、Al:0.05%以下、Ti:0.003%以下、O:0.0020%以下を含有し、かつ[Mn]≦0.5+0.35/[Si]を満足し、残部がFeおよび不可避不純物からなる焼なまし硬さ93HRB以下、かつ高周波焼入れ後の高周波焼入層が残留オーステナイト20〜40%を有して硬さ61HRC以上である高周波焼入用鋼。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】表層部を窒化処理して高硬度な表層部を形成するとともに、粒界析出物の発生を抑制することが可能な、3.75質量%以上のクロムを含有する鋼の熱処理方法、当該熱処理方法が採用された機械部品の製造方法および機械部品を提供する。
【解決手段】鋼の熱処理方法は、0.77〜0.85%の炭素と、0.01〜0.25%の珪素と、0.01〜0.35%のマンガンと、0.01〜0.15%のニッケルと、3.75〜4.25%のクロムと、4〜4.5%のモリブデンと、0.9〜1.1%のバナジウムとを含有し、残部鉄および不純物からなる鋼を焼入硬化する焼入工程と、焼入硬化された当該鋼をプラズマ窒化するプラズマ窒化工程と、プラズマ窒化された当該鋼を300℃以上480℃以下の温度である拡散温度に保持する拡散工程とを備えている。
(もっと読む)
ダイクエンチ工法におけるプレス加工装置及びプレス加工方法
【課題】使用する金型の構造が簡単となり、金型の破損のおそれもなく耐久性を向上させることができ、かつ金型内の難しい温度管理を行う必要もなくなると共に、高強度な部分と高強度でない部分を有する高品質の製品を生産することが可能なダイクエンチ工法におけるプレス加工装置及びプレス加工方法を提供することにある。
【解決手段】焼入れ温度まで加熱された鋼材をプレス金型によってプレス成形すると共に、焼入れするためのダイクエンチ工法におけるプレス加工装置であって、鋼材1のうち、高強度にする部分1aを加熱する第1加熱手段のブロック型ヒータ2と、鋼材1の全体を加熱して鋼材1の高強度にする部分1aのみを焼入れ可能温度まで上昇させる第2加熱手段の通電電極3とを備え、加熱された鋼材1の全体をプレス金型4によってプレス成形すると共に、鋼材1の高強度にする部分1aのみを焼入れするように構成している。
(もっと読む)
プラズマ処理炉
【課題】プラズマ処理炉における温度計の損傷を防止し、温度計の長寿命化を図る。
【解決手段】処理室S2内に被処理体2を収納し、放電用導体物51と被処理体2との間に所定の電圧を印加することにより、処理室S2内おいてプラズマを発生させて、被処理体2を処理するプラズマ処理炉であって、先端部に温度計122の測温部127を内蔵する温度測定部材120を供え、温度測定部材120は、放電用導体物51および被処理体2から電気的に絶縁され、温度測定部材120の先端は、処理室S2内に収納された被処理体2から放電の影響がない略最小距離の位置に配置されている。
(もっと読む)
高強度ばね
【課題】本発明は、高強度で耐久性等に優れ、しかも成形性にも優れた高強度ばねを提供することを目的とする。
【解決手段】本発明の高強度ばねは、質量%で、C:0.55〜0.65%、Si:1.88〜2.18%、Mn:0.3〜0.6%、Cr:0.78〜1.16%、Mo:0.05〜2.0%及びV:0.05〜0.3%を含み、かつMn+Vが0.6%以下であり、P:0.015%以下、S:0.015%以下に制限するとともに、残部鉄および不可避的不純物を含む、引張強度が1960MPa以上の鋼線で形成され、表面粗さRmaxが8.3以下で、表面部分の圧縮残留応力が1200MPa以上の窒化層をもち、かつ圧縮残留応力の深さが250μm以上であり、その疲労強度が、平均応力τm=700MPaで振幅応力τa=590MPaの時に1×106回以上の耐久性をもつ。
(もっと読む)
タッチダウン軸受
【課題】耐焼きつき性及び耐磨耗性の向上が可能なタッチダウン軸受を提供する。
【解決手段】ロータ翼と一体に回転するロータ軸を、非接触状態で回転自在に支持するアキシャル磁気軸受及びラジアル磁気軸受を有する磁気浮上式ターボ分子ポンプに備えられ、アキシャル磁気軸受及びラジアル磁気軸受が制御不能となった時には、ロータ軸と内輪71の内径面71a及び端面71bが接触することにより機能するタッチダウン軸受(アンギュラ玉軸受7)であって、内輪71の内径面71a及び端面71bは、球状または略球状の金属粒子を衝突させることにより形成され、表面硬さがビッカース硬さでHv700以上、表面粗さが0.3〜1.2Raμmの範囲内、厚さが10μm〜100μmの範囲内となっている硬化層Sを有し、硬化層Sの表面に、固体潤滑剤によって形成された潤滑被膜Fを形成する。
(もっと読む)
プレス成形品の製造方法
【課題】防錆性が要請される部位では防錆性を満足させ、強度が要請される部位では強度を満足させることができるプレス成形品の製造方法を提供することを課題とする。
【解決手段】焼入れ可能な鋼系の基板部2と、基板部2の端に位置すると共に亜鉛系の防錆層4をもつ端板部3とが一体に連設された成形用鋼系素材1を準備する。成形用鋼板1の端板部3の温度を焼入れ温度未満及び/又は防錆層4の融点未満に維持しつつ、成形用鋼板1の基板部2を焼入れ温度以上に加熱する。所定の断面形状が形成されるように且つ成形用鋼板1の基板部2がダイクエンチされるように、成形用鋼板1を成形型の型面でプレス成形してプレス成形品7を形成する。
(もっと読む)
金属構成要素の局所的熱処理システムおよびその方法
【課題】加熱を要する領域よりも非常に大きい加熱アッセンブリに対処するために、金属構成要素を局所的に熱処理するシステム及びその方法を提供する。
【解決手段】局所的な熱処理が施される金属構成要素の部分を特定するステップと、構成要素の熱処理される部分付近の領域を遮蔽するステップと、熱処理される部分が所望の温度に加熱されるとともに、該熱処理される部分に隣接し、かつ遮蔽された領域が熱処理に望まれる温度に加熱されないように、金属構成要素の熱処理される部分へ赤外線(IR)スペクトルの電磁エネルギを方向づけるステップと、を備える。
(もっと読む)
棒材端部加熱装置
【課題】次工程での矯正が予定されている快削性Cr系ステンレス鋼からなる棒材の両端部を、均一に加熱でき且つ操作し易く安全性の向上も容易に図り得る棒材端部加熱装置を提供する。
【解決手段】次工程での矯正が予定されている快削性Cr系ステンレス鋼からなる棒材mの両端部を、上記矯正の前に加熱する装置1であって、前記棒材mをその径方向に沿って水平姿勢で搬送するベルトコンベア(搬送手段)Vと、上記棒材mの両端部付近で且つこれらの両端部付近の上方および下方ごとに配置した遠赤外線ヒータh1〜h4とを、備えている、棒材端部加熱装置1。
(もっと読む)
高強度部品の製造方法および高強度部品
【課題】高温成形後に1200MPa以上の強度を得ることができる耐水素脆性に優れた高強度部品の製造方法及び高強度部品を提供する。
【解決手段】質量%でC:0.1〜0.55%、Mn:0.1〜3%、Si:1%以下、S:0.03%以下、P:0.1%以下、N:0.01%以下を含有し、残部Fe及び不可避的不純物からなる化学成分を含有する鋼板を用い、Ac3〜融点までに鋼板を加熱した後、フェライト、パーライト、ベイナイト、マルテンサイト変態が生じる温度より高い温度で成形を開始し、成形後に金型中にて冷却して焼入れを行い高強度の部品を製造した後にて剪断加工を行う工程にて、加熱雰囲気が水素量6%以下かつ露点15℃以下である場合は、切断面の破断面長さと板厚の比率が80%以下またはだれ長さと板厚の比率が7.0%以下とする。
(もっと読む)
溶接鋼管の熱処理方法及び熱処理装置
【課題】 溶接鋼管の形状に対応させて、溶接鋼管の溶接部のみを、その全領域にわたって、精度よく均一に、且つ効率的に熱処理する方法及び装置を提供する。
【解決手段】 溶接鋼管の溶接部の全領域を覆うとともに、溶接鋼管の長手方向にわたって複数に分割され、かつ、溶接鋼管との間隔を常に一定に保つ間隔保持脚を備えた加熱エレメントを有する加熱装置で、溶接鋼管の溶接部の全領域のみを、同時に、100〜500℃の温度範囲内の温度に、かつ、加熱温度の最高値と最低値の差が100℃以内となるように加熱して熱処理する。
(もっと読む)
21 - 40 / 76
[ Back to top ]