
Fターム[4K043HA02]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の付随処理(設備も含む) (177) | 表面処理 (137) | 表面清浄(脱スケール、脱脂等) (21)
Fターム[4K043HA02]に分類される特許
1 - 20 / 21
鋼板の製造設備及び製造方法
【課題】鋼帯の表面における模様状欠陥の発生を抑制することが可能な、鋼板の製造設備及び製造方法を提供する。
【解決手段】搬送されてくる鋼帯Cの表面から水分を除去するリンガーロール2と、リンガーロール2よりも鋼帯Cの搬送方向下流に配置され、且つ連続焼鈍炉の入側において鋼帯Cの表面を乾燥させるドライヤー4と、リンガーロール2とドライヤー4との間に配置され、鋼帯Cの表面へ霧状の冷却水を噴霧する噴霧設備6を備える。
(もっと読む)
耐デラミネーション特性に優れた極細鋼線とその製造方法

【課題】パーライト組織を有する高炭素鋼線材を冷間伸線加工して得られた、引張強度が3000MPa以上であり、線径が50〜380μmの概円形断面を有する極細鋼線において、耐デラミネーション特性をさらに向上させる。
【解決手段】極細鋼線の表面に銅めっきまたはブラスめっきを有し、極細鋼線の横断面の鋼線と前記めっきの境界線が、基本となる鋼線横断面の慨円形形状よりも内側に突起状に入り込んだ突起部が形成されており、その突起部の深さが1.0μm以下であり、前記めっきの突起部内に存在するき裂について、その長さの最大値が0.8μm以下であるとともにき裂の進展方向と鋼線横断面の半径方向とのなす角が35°以上であるようにする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦900)の温度域を昇温速度:7℃/s以上、かつ、雰囲気の露点:−40℃以下とする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦1000)の温度域を昇温速度:7℃/s以上とし、かつ、均熱過程では焼鈍炉内温度:820℃以上1000℃以下の温度域を雰囲気の露点:−45℃以下とし、さらに、冷却過程では750℃以上の温度域を雰囲気の露点:−45℃以下とする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:A℃以上B℃以下(A:600≦A≦780、B:800≦B≦900)の温度域を雰囲気の露点:−10℃以上とする。
(もっと読む)
連続焼鈍炉における冷却装置
【課題】鋼帯の冷却装置としてエアージェットクーラーを採用した連続焼鈍炉において、錆等の異物がエアー噴流に混入して鋼帯の表面に噴射され、鋼帯表面に製品欠陥を生じる問題を、生産性を低下させることなく回避可能とした連続焼鈍炉における冷却装置を提供する。
【解決手段】遠心式循環ブロワ1と、遠心式循環ブロワ1の前段に設けられた熱交換器4と、熱交換器4の後段に設けられた遠心式循環ブロワ1で昇圧された冷却ガスを、連続焼鈍炉内6に返送する冷却ガス返送管7と、冷却ガス返送管7の先端にあって冷却ガスを連続焼鈍炉6へ吹き込む冷却ノズル3とを有し、冷却ガス返送管7から冷却ガスの一部を吸引後、異物除去処理を行うサイクロ2ンと、異物除去処理後の清浄ガスを、循環ブロワの前段に返送する清浄ガス返送管8を備える。
(もっと読む)
硬引き線
【課題】パテンティング処理もオイルテンパー処理も行うことなく、オイルテンパー線と遜色ない耐へたり性を有する硬引き線を提供する。
【解決手段】線加工された硬引き線であって、質量%で、C:0.60〜0.70%、Si:1.00〜2.50%、Mn:0.20〜1.00%、Cr:0.50〜2.50%、V:0.05〜0.50%を含有し、残部がFe及び不可避的不純物からなる。400℃で20分の低温焼鈍後の引張強さが同焼鈍前の引張強さよりも50MPa以上高い。硬引き線をばね加工した後に歪取り焼鈍を行った場合でも、引張強さが向上するため、高い耐へたり性を備えるばねを得ることができる。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 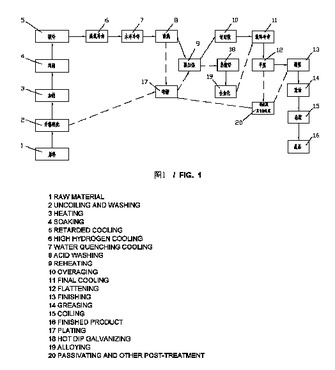 (もっと読む)
(もっと読む)
ステンレス鋼帯を焼鈍してスケール除去する方法及び装置
本発明は、熱間圧延オーステナイト系ステンレス鋼帯を焼鈍してスケール除去する方法に関する。本発明によれば、前記鋼帯は焼鈍に引き続く冷却後に、接続されたプラズマスケール除去設備内でスケール除去され、前記プラズマスケール除去が真空下に複数の段階で行われ、前記鋼帯はこれらの段階の間及び最終段階後に冷却ロールによる被制御冷却を施され、これによって、前記鋼帯が前記プラズマスケール除去設備から進出するとき100℃以下の温度を有することとなる。 (もっと読む)
冷延鋼板の製造方法
【課題】冷延鋼板の製造、特に高張力鋼板の製造において、製造コストを増大させることなく、鋼板表面の変色及び化成処理性の劣化を防止することが可能な冷延鋼板の製造方法を提供する。
【解決手段】質量%で、Siを0.1%以上、及び/又は、Mnを1.0%以上含有する冷延鋼板の製造方法であって、鋼板温度400℃以上で、鉄の酸化雰囲気下で鋼板表面に酸化膜を形成させ、その後、鉄の還元雰囲気下で前記鋼板表面の酸化膜を還元する。
(もっと読む)
バッチ式熱処理炉
【課題】 加熱室内の雰囲気制御が容易であり、圧延材処理の場合に前酸洗を省略できるとともに、圧延材及び伸線材の両処理品に対して後酸洗性の良好な処理済品を得ることができるバッチ式熱処理炉を提供する。
【解決手段】 不活性ガス雰囲気中で処理品の加熱を行う加熱室2の一端部に設けた処理品の出入口3に、真空パージ室と冷却室を兼ねた真空パージ兼冷却室5を連結し、真空パージ兼冷却室5には不活性ガス導入管36と酸化性ガス導入管37を接続し、真空パージ兼冷却室5を経て加熱室2内に送入され加熱処理された処理品Wに対して、該処理品の種類に応じて真空パージ兼冷却室5における不活性ガス雰囲気中での冷却と酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されている。
(もっと読む)
化成処理性に優れた高Si冷延鋼板の製造方法
【課題】Siを0.6%以上含有しても、良好な化成処理性を有する高Si冷延鋼板の製造方法を提供する。
【解決手段】C:0.05〜0.3質量%、Si:0.6〜3質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.05質量%以下、Al:0.01〜1質量%、N:0.01質量%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する冷延鋼板を連続焼鈍する際に、昇温時に鋼板温度が少なくとも550℃以上で空気比0.95以上の直火バーナを用いて鋼板を加熱し、鋼板温度が650℃を超えるまで昇温し、その後、露点−25℃以下の、1〜10体積%H2+残部N2ガス雰囲気の炉で均熱焼鈍する。
(もっと読む)
高強度冷延鋼板の製造方法
【課題】Si含有量が比較的多い場合でも優れた化成処理性及び電着塗装後の耐食性を有する高強度冷延鋼板の製造方法を提供する。
【解決手段】Si:0.8〜2.0mass%、Mn:1.0〜3.0mass%を含有する冷延鋼板に対して、まず、N2-H2炉内雰囲気、PH2O/PH2:1.0×10-3以下で焼鈍を行う。次いで、焼き入れ、焼き戻しを行い、その後、電流密度が1A/dm2以上の交番電解で酸洗処理する。このような一連の工程を経ることにより、TS≧590Mpaの強度を有する、化成処理性および電着塗装後耐食性に優れた高強度冷延鋼板が得られる。
(もっと読む)
焼鈍と酸洗いの方法
環境への影響が少なく、高い生産比率をもって、高品質な表面が得られる、ステンレス鋼の鋼帯のような平らな冷間圧延製品の連続焼鈍及び酸洗い方法である。以下の手順からなる。酸素含有量が0.5乃至12%の雰囲気中で、650乃至1050℃の範囲からなる温度まで引き上げる加熱と、酸化剤及び/又は不活性剤の存在下で、650乃至1200℃の範囲からなる温度まで10乃至200秒継続される加熱と、酸化剤及び/又は不活性剤の存在下で、650℃から外界温度の範囲からなる温度まで低下させる冷却と、熱化学又は電解によるスケール除去と、最後に、鉱酸からなる酸洗い浴を使用した手段によって実施可能な酸洗い及び/又は不動態化。  (もっと読む)
(もっと読む)
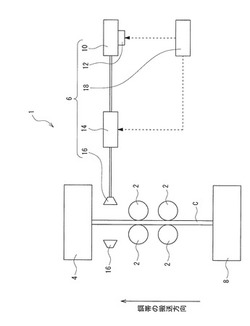
表面外観に優れた容器用薄鋼板の製造方法および設備
【課題】容器用薄鋼板表面の肌荒れの発生を防止するとともに圧延ロールの表面荒れも回避して鋼板の品質向上および圧延ロール原単位悪化を回避することができる容器用薄鋼板の製造方法および設備を提供する。
【解決手段】連続焼鈍炉出側の水スプレー設備2および/またはウォータークェンチ設備3内部の雰囲気中の酸素濃度を、1000ppm以下に制御して通板する。また連続焼鈍炉出側の水スプレー設備2および/またはウォータークェンチ設備3にて使用される冷却水の溶存酸素濃度を2ppm以下とする。これにより連続焼鈍炉1の出側における鋼板の酸化が抑制され、肌荒れと呼ばれる鋼板表面の肌荒れを防止できる。
(もっと読む)
鋼線材
【課題】搬送時にはスケール密着性が良くてスケールが剥離しにくく、メカニカルデスケーリング時にはスケール剥離性が良くてメカニカルデスケーリング性に優れた鋼線材を提供する。
【解決手段】(1) C:0.05 〜1.2 質量%、Si:0.01〜0.5質量%、Mn:0.1 〜1.5 質量%を含有する鋼線材において、スケールと鋼との界面に、P濃度の最大値:2.5 %以下のP濃化部が形成され、かつ、このP濃化部の直上にFe2SiO4 層が形成されていることを特徴とする鋼線材、(2) 前記鋼線材においてFe2SiO4 層の厚みが0.01〜1μmであるもの、(3) 前記鋼線材においてCr:0%超0.3 %以下および/またはNi:0%超0.3 %以下を含有するもの、(4) 前記鋼線材においてCu:0%超0.2 %以下を含有する。
(もっと読む)
加熱された鋼材の水冷方法及びその水冷方法により得られた鋼材
【課題】水冷後に酸化膜を除去する後処理の必要のない、加熱された鋼材の水冷方法及びその水冷方法により得られた鋼材を提供する。
【解決手段】鋼材表面の酸化膜厚を水冷後の後処理を必要としない15nm以下となるように、dH2O+dO2=7.98×10−4(Ti−To)dDO+{5.50×10−3(Ti2−To2)−6.51(Ti−To)}/CRの式において水冷開始温度(Ti)、水冷終点温度(To)、鋼材厚み(d)、冷却水中の溶存酸素濃度(DO)、冷却速度(CR)の各条件を設定して酸化膜厚み(dH2O+dO2)を求める。
(もっと読む)
金属帯の通板位置制御方法
【課題】 ステアリングロールの摩耗がある程度進み、ストリップにすべりが生じるような状況になっても、CPC制御系が安定した蛇行抑止性能を保持しうる、金属帯の通板位置制御方法を提供する。
【解決手段】 金属帯1の連続処理ラインに設置されたセンタポジションコントロール装置を用いて金属帯の通板位置制御を行うに際し、金属帯位置の目標位置からの偏差量およびセンタポジションコントロール装置のアクチュエータ操作量の実績値同士の関係を表す指標を定義しておき、制御実行中に前記指標を監視し、該指標の監視値が所定の参照値に達したことに応じて、センタポジションコントロール装置のアクチェータ操作量を決定する関数を変更する。
(もっと読む)
伸線性に優れた高炭素鋼線材およびその製法
【課題】スチールコードやビードワイヤ、PC鋼線、ばね鋼などの伸線加工品の素材となる高炭素鋼であって、高い伸線加工性の下でそれらの伸線加工品を生産性良く製造することのできる伸線性に優れた炭素鋼線材とその製法を提供すること。
【解決手段】C、Si、Mn、P、S、N、Al、Oの各含有量が特定された鋼材からなり、金属組織のbcc−Fe結晶粒において、平均結晶粒径(Dave)が20μm以下で、最大結晶粒径(Dmax)が120μm以下であり、好ましくは更に、粒径80μm以上の占める面積率が40%以下、平均亜結晶粒径(dave)が10μm以下で最大亜結晶粒径(dmax)が50μm以下であり、更には、平均結晶粒径(Dave)と平均亜結晶粒径(dave)の比(Dave/dave)が4.5以下である伸線性に優れた高炭素鋼線材を開示する。
(もっと読む)
表面が艶消し仕上げされたオーステナイト系ステンレス帯鋼の製造方法
本発明は、表面が艶消し仕上げされたオーステナイト系ステンレス帯鋼を連続的に製造するための方法であって、露点温度が15℃よりも高い中性または還元性の掃引ガスが内部を流れている光輝焼きなまし炉において、オーステナイト系ステンレス帯鋼を熱処理すること、およびその後にこの帯鋼を、適切な酸洗い溶液の助けによって酸洗いすること、で構成される方法に関する。  (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]