
Fターム[4L050CB35]の内容
Fターム[4L050CB35]に分類される特許
1 - 20 / 20
エアジェットルームにおける緯糸把持装置

【課題】機械的な緯糸把持に用いられる空気を緯入れ安定化のために有効利用できるようにする。
【解決手段】ピストン48,49は、ピストンハウジング46,47内を圧力導入室54,55とばね収容室56,57とに区画しており、ばね収容室56,57には圧縮ばね58,59が収容されている。電磁三ポート弁63,66は、排出用エア供給チューブ68,70及び逆止弁69,71を介して緯入れ用エア供給チューブ29,32の途中に合流接続されている。電磁三ポート弁63が消磁状態では、圧力エアがピストン48を圧力導入室54側からばね収容室56側へ移動させながら圧力導入室54へ供給され、緯糸が把持される。電磁三ポート弁63が励磁状態では、圧力導入室54内の圧力エアが排出用エア供給チューブ68及び逆止弁69を介して緯入れ用エア供給チューブ29へ排出される。
(もっと読む)
バンド形状の横糸材料を搬送するための装置
供給ユニットから織機の挿入要素(4)に、好ましくはバンド形状からなる横糸材料(6)を搬送するための装置(1)は、横糸材料(6)の自由端(E)をクランプするためのクランピング装置(5)を備える。クランピング装置(6)は、少なくとも二つの異なる操作位置の間で、本質的に挿入要素(4)の移動方向(BR)で搬送可能になる。前記装置(1)は、クランピング装置(5)を搬送するための駆動部(8)を含む。好ましくはバンド形状からなる横糸材料(6)をボビン又は供給ユニットから織機の挿入要素(4)に搬送するための方法において、横糸材料(6)の自由端(E)はクランピング装置(5)内でクランプされ、自由端(E)は挿入要素(4)に搬送され、そして、クランピング装置(5)が開けられて横糸材料(6)が挿入される。クランピング装置(5)は、少なくとも二つの異なる操作位置の間で、本質的に挿入要素(4)の移動方向で、駆動部(8)によって搬送される。  (もっと読む)
(もっと読む)
ジェット織機の緯糸押し込み装置

【課題】緯糸の挿入を妨げず、挿入直後の緯糸を緯糸探知装置等に押し込ませるが、不ぞろいで、探置と照合が不正確にてジェット織機の空止り又は緯糸切等がある。
【解決手段】筬3の織り前19側の上部に筬打ち方向と同方向に揺動可能に吊り下げ支持又は立ち上げ支持され、筬打ち運動の慣性により、筬3よりも織り前19側に前進揺動して挿入直後の緯糸2を緯糸探知装置7のフック部7a又は緯糸探知装置7とは別に設置される緯糸係止用フック部に向けて押し込むアーム4と、該アーム4の前進移動端を規制するストッパ5と該アーム4を後退方向に付勢して、緯糸2の挿入時に緯糸2の挿入路より筬3側に後退させると共に、該アーム先端にウェート8を糸の太さにより重さを変えることにより、緯糸2を押し込む慣性力を増し、確実にフック部7aに押し込める。又アーム4に鉄片と、センサーを設けたことにより緯糸探知が正確になった。
(もっと読む)
横糸を挿入するための方法及び装置
【課題】織機用の横糸を挿入するための装置1を提供すること。
【解決手段】装置1は、ノズル・ホルダ9と、それに固定された、横糸2を挿入するための混綿管6を備える、少なくとも1つのノズル3と、ノズルに導入された横糸を強固にクランプするための媒体が供給されることができる、クランプ・デバイス7とを含んでいる。装置1はさらに、クランプ・デバイス7を制御するために、ノズル・ホルダ9又はノズル3に、或いはそれらの中に配置される、少なくとも1つの制御バルブを含んでいる。
(もっと読む)
緯糸を挿入するための方法および装置
【課題】従来技術に比べて単純に構成および/または制御されることが可能な、レピア織機の杼口内へ緯糸を挿入するための方法および装置を提供すること。
【解決手段】本願発明による緯糸の挿入方法および装置によれば、緯糸3は、送達レピア10によって取り上げられ、織糸クランプによって送達レピア10に固定クランプされ、送達レピアによって杼口内に挿入され、受取レピアによって取り上げられる。この方法において、緯糸の取上げ中および/または緯糸の受渡し中のクランプ力F0が、それらの間にある挿入段階でのクランプ力F1に比べて減少されるように、送達レピアにおける織糸クランプのクランプ力が緯糸挿入中に付加的に制御される。
(もっと読む)
レピア・ヘッド用糸クランプ
【課題】緯糸3をしっかりクランプするクランプ部分4、及びクランプ部分4を移動させるアクチュエータ5を備えるレピア・ヘッド1用糸クランプを提供すること。
【解決手段】アクチュエータ5は、強磁性コア12、電機子11、及び少なくとも1つの巻線13を備え、巻線13が、前記コア又は電機子に磁界を生成し電機子及びクランプ部分を移動させるためにコア又は電機子上に配置され、コア又は電機子と作動的に接続されている。コア12は2つの肢12.1、12.2を有し、その間に電機子11が可動に配置され、巻線に電流が流れていない状態で電機子を2つの停止位置の1つで保持するために、各肢には永久磁石14.1、14.2が設けられている。
(もっと読む)
ジェット製織機、特にエアジェット製織機で緯糸をクランプするための方法、クランプ装置、及び製織機
ジェット製織機で緯糸をクランプする方法及びクランプ装置を提供する。緯糸又はストランドは、混合管の開始区分(2.1)及び端区分(2.2)を通過する。これら二つの区分の間には係合開口部(8)が形成され、これらの区分は、カウンタ支持体(9)によって第1保持磁石(11)に連結されている。エラストマー製のベローズの形態のアクチュエータ(6)はチャンバ(10)を含み、混合管の開始区分(2.1)に配置されている。チャンバ(10)は、供給ライン(20)を介してバルブ(16)に連結され、圧縮空気が可変に作用する。アクチュエータ(6)の変形により、アクチュエータに連結されたクランプエレメント(7)がカウンタ支持体(9)と第2保持磁石(12)を備えた接触ストップ部品(19)との間で傾斜移動を行う。保持磁石(11、12)により、緯糸(3)を正確に且つ確実にクランプする。  (もっと読む)
(もっと読む)
エアージェット織機
【課題】 従来織機に備えられている装置を利用した簡素な構成により、織機停止中での緯糸のほつれ、撚戻り、緯入れノズルからの抜け落ちを防止することである。
【解決手段】 織機停止直前に緯入れされた緯糸を、給糸カッタにより切断された状態で織機を停止させる、エアージェット織機において、測長貯留装置の緯糸保持、解除動作、緯入れノズルの噴射動作、および経糸開口装置の開口動作を制御する制御装置を備え、前記制御装置は、織機停止後、開口装置を制御して経糸を待機状態にしてから、前記測長貯留装置上の緯糸に対する保持状態を解除させるとともに、前記緯入れノズルに圧縮空気を噴射させることにより、緯入れノズルから経糸へ向けて所定長さの緯糸を放出させる。
さらに、その後、手動により、前記緯入れノズル先端から延びる放出された前記緯糸の一部を織布上で係止し、前記放出された緯糸を前記給糸カッタの前方に掛け渡す織機の起動方法も含む。
(もっと読む)
制御された糸ブレーキ
【課題】織機でよこ糸を制動するための制御された糸ブレーキ、及び最新技術よりも短い反応時間を有し、比較的経済的に製造できる糸ブレーキを備える織機を利用可能にすること。
【解決手段】織機のよこ糸10を制動するための制御された糸ブレーキが提示され、該糸ブレーキがブレーキ・バンド3及びブレーキ本体2を備え、前記糸ブレーキ1がさらに電磁石6、及び電磁石によって動かすことができる回転可能な又は揺動式のレバー4を備える。レバー4は、ブレーキ・バンド3に連結され、それによって、よこ糸を制動するためにブレーキ・バンドをブレーキ本体2に押し付けることができるようにするために、電磁石6によってブレーキ・バンドの長手方向に引く力を働かせることができるようにする。
(もっと読む)
織機用テープ状横糸送り出し装置
【課題】カーボン繊維等の硬くて脆いテープ状の糸をレピア織機で効率よく製織する方法と装置を提供する。
【解決手段】1ピック以上の長いループ部分を無くすために、給糸リール部分をレピアがよこ糸を必要とするタイミングと長さに同期して駆動することで、横糸貯留部分を除いた。給糸リールの巻き径データと織機と給糸リールの回転情報から巻き径を計算し、レピア駆動部分のエンコーダ信号から横糸の移動量を求め、これと同期して給糸リールをサーボモータの駆動で横糸を送り出す。この同期比率運転はカーボン繊維等のストレッチの無い糸に対しては張力で制御する必要がある。送り出し張力をテンションローラで検出して補正信号として加算して張力制御系に変える。さらに送出し張力と横入張力を別々に設定する必要が有ればフィードロール部分を送り出しと横入れの間に設けて対応する。
(もっと読む)
織機の緯糸測長貯留装置
【課題】 織機の稼働率を向上させると共に、回転ヤーンガイドおよび回転ドラムの位相調整作業等、主軸と同期駆動する装置における位相タイミングの調整時の作業性を向上させることにある。
【解決手段】 主軸の回転が駆動伝達機構を介して伝達されることにより同期回転する被回転部材を有する、織機の緯糸測長貯留装置において、前記駆動伝達機構は、前記被回転部材の回転軸に設けられた第1の回転伝達輪と、前記主軸から前記回転軸までの回転伝達経路中に介在する中間軸に設けられ、前記中間軸の回転を増速して前記被回転部材の回転軸に伝達する第2の回転伝達輪と、さらに、前記主軸の回転を増速して前記中間軸に伝達する増速機構とを備える。
また、前記中間軸に織機手動回転用のハンドルを設けてもよい。
(もっと読む)
空気式緯入れ装置を有する織機
織機は、空気式緯入れ装置を有している。緯糸(10)用の案内通路(40)を含む案内装置(42)が割り当てられた筬(12)を備え、前記案内通路(40)は、前記筬(12)と共に緯糸(10)の挿入位置と筬打ち位置との間を揺動可能である。さらに、前記挿入位置に位置した前記案内通路(40)に臨み、少なくとも2つの噴出ノズル(22)を有する緯入れ装置(8)が配設されている。固定的に配設されたカッター(46)は、挿入された緯糸(10)を切断するのに用いられる。織機を改善すべく、前記噴出ノズル(22)が、前記カッター(46)に向けて水平方向(Q)に揺動可能に設けられ、かつ、前記噴出ノズル(22)を前記カッター(46)に対して接離させるために電動駆動装置(28)と連結されている。 (もっと読む)
フック型嵌込部材を備えた受け側レピアおよびフック型嵌込部材の製造方法
受け側レピアのためのフック型嵌込部材(17)において、クランプ・レバーのヘッドに対するクランプ面(21)が特殊輪郭(26、27)を備えている。工具、特に放電加工装置のワイヤ(29)をクランプ面(21)に到達させるために、嵌込部材は空隙(28)を備えている。 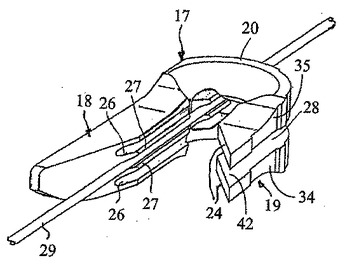 (もっと読む)
(もっと読む)
織機の緯糸を制動する方法
【課題】織機(3)、特にジェット織機(3)の緯糸(2)を制動する方法(1)を提供する。
【解決手段】本発明の方法によれば、制動要素(4)を緯糸(2)と接触させ、制御装置(5)を介して駆動装置(6)によって制動要素(4)を動作させる。この配置構成では、緯糸挿入(7)中に緯糸(2)の運動パラメータ(9)の第1測定値(8)を決定し、運動パラメータ(9)の第1測定値(10)を、第1測定値(8)に基づいて推定し、そこから補正値(11)を決定する。次に、補正値(11)に基づいて緯糸(2)の運動パラメータ(9)を補正する。
(もっと読む)
設定値決定装置
【課題】 織布を製織する工場において重視される要求情報を考慮した織機の設定値を提供することにある。
【解決手段】 設定値決定装置は、入力情報が入力される入力器と、前記入力情報に基づいて織機の運転条件の設定値を決定して出力する出力器とを含む。前記入力情報は、織布の仕様情報と前記織布の生産上の要求情報とを含み、前記出力器は、前記織布の仕様情報と前記要求情報とに基づいて前記織機の運転条件の設定値を決定して出力することを含む。
(もっと読む)
緯糸をストレッチする装置および方法
織機、とくにエアジェット織機において、杼道に挿入された緯糸をストレッチする装置として、緯糸(10)をクランプする糸クランプ(22)が設けられ、緯糸飛翔方向に見て、その糸クランプの前に、この緯糸を引き込む装置(23)が配置されている。  (もっと読む)
(もっと読む)
緯糸ブレーキ装置の制御方法および緯糸ブレーキ装置
【課題】緯糸に対して制動力を作用させる緯糸ブレーキ装置において、制動開始時期の設定を容易に行えるようにする。
【解決手段】緯入れ時に、係止ピン8の後退により緯糸測長貯留装置5の緯糸4を解舒し、解舒された緯糸4をメインノズル10によって開口17中に緯入れする過程で、決定された制動開始タイミングt3、θ3に達したとき、緯糸ブレーキ装置40により制動力を発生させ、係止ピン8の前進により緯糸4の引き出しを阻止して、緯入れを終了する流体噴射式織機1において、緯糸ブレーキ装置40には、制動開始時期を決定する入力値として最終緯糸到達位置までの残り緯入れ長さL1が予め入力され、緯糸ブレーキ装置40は、残り緯入れ長さL1に基づき制動開始タイミングt3、θ3を決定し、決定された制動開始タイミングt3、θ3に達したときに緯糸4に制動力を作用させる。
(もっと読む)
混合管内に把持装置を備えたジェット織機、特にエアジェット織機
ジェット織機、特にエアジェット織機は、メイン噴射ノズル(1)と1個の把持装置を備え、このメイン噴射ノズルはそれから排出される搬送流体によってよこ糸(3)を杼道に入れるための混合管(2)を備えている。把持装置は混合管(2)のよこ糸出口範囲において混合管内に配置され、そして混合管(2)の外側に配置されたアクチュエータと、このアクチュエータ(6)を操作媒体で付勢する際または付勢を中止する際に傾動するようにアクチュエータに連結されたレバーとを備え、レバーが混合管の開口内においてそれ自体と受け台(9)との間でよこ糸を把持する。  (もっと読む)
(もっと読む)
織機の作業手段の部品の制御方法及び同方法の実施のための織機
本発明は織機の作業手段としての例えばよこ糸グリッパの作業機能を遂行する少なくとも1個の部品の制御方法に関する。よこ糸グリッパの場合は、外部から操作されるレバー(5)及びエネルギー蓄積装置として形成され、よこ糸グリッパの本体の中に配置されたばね(6)によって、部品(2)は機械的に予圧される。部品(2)と結合された部材(9)は、部材に締付け作用を働かせる操作部(11)の中で軸方向に案内される。操作部(11)は補助エネルギーによって制御され、部品(2)が第1の時点で予圧位置にロックされ、その際糸クランプ(4)が閉鎖され、第2の時点で予圧が解除され、それとともに糸クランプ(4)が開放される。  (もっと読む)
(もっと読む)
帯状緯糸供給装置および方法
【課題】 複数巻のリールから開繊糸などの帯状の緯糸を連続的に供給することができる帯状緯糸供給装置および方法を提供する。
【解決手段】 チェンジャ架台3の各位置に装着するリール10から引出す開繊糸14は、先端付近を末端クランプ11で把持しておく。開繊糸14の先端は、末端クランプ11よりも突出させ、突出部分に両面粘着テープ15を貼付けておく。リール10が空に近くなっているかを検知するために、リール空センサ16が設けられる。開繊糸13を製織機に送り出す経路の途中には、クランプ6、スタンプ7およびカッタ8が設けられる。チェンジャ架台3は、たとえば60°ずつ角変位させることで、6つの位置をとり得る。この6つの位置は、位置センサ9で検知することができる。複数のリール10から開繊糸14を順次供給し、リール10間では、自動的に接合して、連続的な供給を行うことができる。
(もっと読む)
1 - 20 / 20
[ Back to top ]