
Fターム[4L056BF40]の内容
Fターム[4L056BF40]に分類される特許
1 - 7 / 7
紡機におけるボビン供給方法及びボビン供給装置
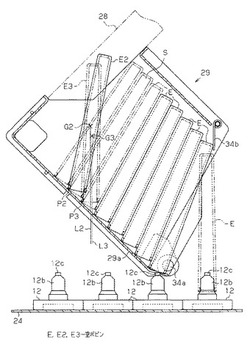
【課題】ペッグトレイの連続した移動量を空ボビンの倒れが発生するボビンホルダ内の空ボビン列の後方の空間の限界広さに相当するボビン本数以上に増大させても、ボビンホルダ内における空ボビンの倒れを防止する。
【解決手段】第1及び第2の移送装置は、移送レールを往復移動させてペッグトレイを4ピッチずつ移送する。両移送装置は第1及び第2の接続部で接続され、第2の接続部の途中には空ボビンを1列で収容し、後部上方からシュータ28を介して空ボビンEが送り込まれるボビンホルダ29が設けられている。ボビンホルダ29に1列で収容された空ボビンは、列の先頭の空ボビンEの下方を移動するペッグトレイ12のペッグ12bに挿入されてボビンホルダ29内から取り出される。ボビンホルダ29内の空ボビン列の後方に存在する空間Sが、シュータ28から送り込まれる空ボビンEの倒れが発生する限界広さに達する前に、空ボビンEをボビンホルダ29に送り込む。
(もっと読む)
精紡機におけるボビン搬送装置

【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
ボビンもしくは巻管搬送装置
【課題】多数の紡績部位(11)を有する紡績機のボビンもしくは巻管搬送装置(1)であって、該ボビンもしくは巻管搬送装置(1)が搬送路(7)の支持面(29)の上を滑動案内された個別のボビンもしくは巻管保持体(2)並びに該ボビンもしくは巻管保持体(2)を前記搬送路(7)の上で前記紡績部位(11)に沿って搬送するための連行体(3)を備えた搬送手段(8)を有している形式のものにおいて、費用のかかる構成的な処置、駆動装置の出力の増大、摩耗の増加なしに多数の巻管もしくはボビン保持体を搬送できるようにすること。
【解決手段】前記搬送路(7)の前記支持面の上に、耐摩耗性が高くかつ滑り性が高い滑り下敷(20)が配置されていること。
(もっと読む)
自動ワインダ
【課題】巻取ユニットに係る設定と、玉揚装置に係る設定と、の間の整合性を容易に確保できる自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を紙管に巻き取って巻取パッケージを形成する巻取ユニット1・1・・・と、前記巻取ユニット1・1・・・の作動を制御する巻取ユニット制御部1Aと、前記複数の巻取ユニット1・1・・・に沿って走行する玉揚装置10・10と、前記玉揚装置10・10の作動を制御する玉揚装置制御部10Aと、を備える。更に、前記巻取ユニット制御部1Aによる前記巻取ユニット1・1・・・の作動の制御の設定と、前記玉揚装置制御部10Aによる前記玉揚装置10・10の作動の制御の設定と、を関連付けて記憶する関連記憶部32を備える。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
リフター付繊維機械
【課題】 水平方向の搬送手段及び垂直方向のリフターを備え、省スペース化を達成し、リフターの昇降速度を水平方向の搬送速度とは別個に制御することにより、効率的に巻取パッケージを作業員が取り出しやすい腰の高さ(およそ0.6メートルから1.5メートルの間の高さ)に持上げることができる繊維機械を提供すること。
【解決手段】 繊維機械の紡績ユニットによって糸が巻取られた巻取パッケージを所定位置に搬送する搬送手段の末端に、搬送されてきた巻取パッケージを受取り、人が取り出しやすい所定の高さにまで持上げるリフターを設ける。
(もっと読む)
空気紡績機および紡績システム
【課題】空気紡績機において、紡績速度の高速化を図ろうとすると、糸継ぎの継ぎ目品質の低下を招くだけでなく、糸継ぎ成功率の低下により機械効率が低下して高速化に反する結果を招くだけでなく、糸欠点除去等の糸継ぎ動作に要する時間自体が、高速化に反する要因となる。
【解決手段】糸欠点を除去した完成品としての二次パッケージを形成する材料としての一次パッケージ、を製造する空気紡績機であって、紡績糸8を製造する空気式紡績装置10と、紡績糸8の有無を検出する糸検出装置20と、紡績糸8を巻き取って一次パッケージ1を形成する一次巻取り装置40と、一次パッケージ1の満巻時もしくは糸検出装置20による糸無し検出時に、一次巻取り装置40より一次パッケージ1を払い出させる玉揚げ台車6と、を備える。
(もっと読む)
1 - 7 / 7
[ Back to top ]