
Fターム[4L056EC55]の内容
紡績及び撚糸 (4,539) | 検出、制御の対象、内容、時期 (328) | 量 (127) | 回数 (8)
Fターム[4L056EC55]に分類される特許
1 - 8 / 8
紡績ユニット及び紡績機
【課題】糸掛け部から紡績糸が外れたか否かを検出することができる紡績ユニット及び紡績機を提供することを目的とする。
【解決手段】繊維束8に撚りを与えて紡績糸10を生成する空気紡績装置9と、空気紡績装置9の下流側に設置され、紡績糸10を外周面21aに巻き付けて回転することで紡績糸10を一時的に貯留する糸貯留ローラ21と、糸貯留ローラ21の下流側に配置され、紡績糸10と接触した状態で糸貯留ローラ21と一体的に回転することで糸貯留ローラ21の外周面に紡績糸10を巻き付ける糸掛け部22と、糸掛け部22から紡績糸10を外すことが可能な糸外しレバー28と、糸外しレバー28によって糸掛け部22から紡績糸10が外されたことを検出する糸外れ検出部(過貯留検出センサ27b、走行検出センサ31、糸移動検出センサ50)と、を備える。
(もっと読む)
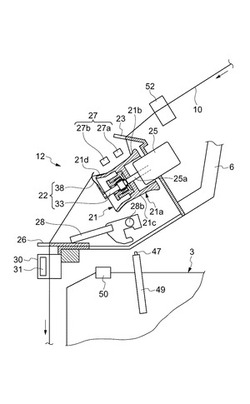
精紡機の管糸径推定装置及び管糸径推定方法

【課題】精紡機における管糸の最大径を推定できるようにする。
【解決手段】紡出されたボビンBの特定のボビン高さで実測された糸部径は、入力装置32によって制御装置25に入力される。制御装置25は、実測された糸部径と当該紡出時のリフティング動作条件とを用いて糸部径基本単位を算出し、算出した糸部径基本単位を当該紡出時の糸種条件と共に登録する。入力装置32により入力された糸種条件に合致する糸種条件が糸部径基本単位と共に前記登録手段に登録されている場合には、制御装置25は、入力された糸種条件に対応する前記糸部径基本単位及び入力された新たなリフティング動作条件を用いて最大管糸径を算出(推定)する。
(もっと読む)
糸を製造する装置
【課題】糸の撚り形状を変更可能にする。
【解決手段】回転軸に沿って往復運動し、スライバを撚る加撚ローラ6を含む第1の往復加撚ステージと、コアフィラメントをスライバ内に押し込む非往復ローラ7と、コアフィラメントがリングを通過可能にされ、コアフィラメントおよびスライバを、第1の往復加撚ステージを通過する前に非往復ローラ7に向けて通過させるリングガイド8a〜8cであって、スライバが撚られた後にコアフィラメントがスライバの繊維に包囲された状態になるように、コアフィラメントがスライバの中央部内に押し込まれるように配置されたリングガイド8a〜8cと、特定の布に関して望ましい特性を考慮して決められる所望の撚り形状を糸に付与するように、加撚ローラ6の回転速度を変更するようプログラム可能な制御システムとを有する。
(もっと読む)
ブロワモータの制御方法とブロワシステム
【課題】センサなどの付加的な装置を用いることなくブロワを駆動するモータの回転数を制御でき、また、必要とする最低限の負圧を供給しながら、ブロワを駆動するモータの回転数を抑制でき、自動ワインダーを円滑に稼動させながら省エネルギー化を図る。
【解決手段】各ワインディングユニット1の糸継ぎ動作回数と、糸継ぎに失敗した失敗回数とを集計してシステム全体のミス率を算出する。算出したミス率に基づいて前記ブロワモータ18に電力を供給するインバータ19の出力周波数を増減制御する。
(もっと読む)
紡績機械用の練条機
【課題】本発明は練篠機に関し、重合スライバのドラフトをさらに改善することを目的とする。
【解決手段】紡績機械用の練条機、特に綿、化学繊維などのための自動調節練条機で、それぞれ固有の電動機14で駆動されるローラを備えた相前後する少なくとも2つのローラ対10, 11を有し、前記電動機が接続された電子制御調節装置が設けられている。重合スライバのドラフトをさらに改善 するために、第1の電動機によって駆動される1つ以上のローラにはフリーホイール13が付属しており、別の電動機17によって駆動される1つ以上のローラには増分型回転変位センサ18が付属している。
(もっと読む)
リング紡績機において飾り糸を製造するための方法及び装置
本発明は質量変化および/または撚数変化を伴うリング紡績機において、飾り糸を製造する際に、製造量の算出を軽減するという課題を有している。本発明は、ドラフトの変化と、給糸と糸撚りの間の割合の変化のための制御信号を、アルゴリズムが入力されているコンピュータ(1)を使用して伝達するすることを提案する。アルゴリズムを用いて、コンピュータは後続して設けられた制御装置(5,15)に制御信号を送り。この制御信号を介して、厚い部分間のウェブの領域内の繊度が、生じる厚い部分に対応して低下することにより、質量変化に関して設定された繊度は維持される。制御装置(5,15)は、ドラフト装置ローラ(9,13)の駆動機構(8,12)と、スピンドル(19)の駆動機構(17)とを回転変化させるように設計されている。さらにコンピュータ(1)のアルゴリズムは、質量が様々な糸部分内の繊度に依存した糸の撚数を、糸のアルファ値が一定に維持されるようにして変化させるように設計されている。 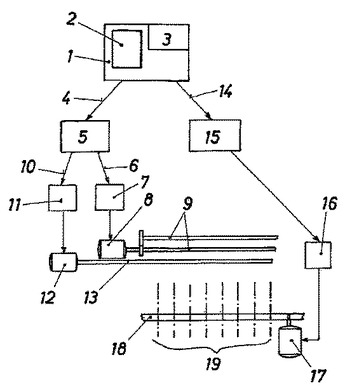 (もっと読む)
(もっと読む)
糸条巻取機及び糸条巻取方法並びに糸条パッケージ
【課題】 糸条巻取機において、リボン巻きの悪影響を出来る限り排除し、解舒性の良好なパッケージを形成する。
【解決手段】 ワインド数一定巻きによる糸条巻取工程においてリボンワインド数Wrを跳び越えるようにワインド数Wをジャンプさせる際、リボンワインド数Wrの上位側のジャンプ幅aを、リボンワインド数Wrの下位側のジャンプ幅bよりも大きくなるよう設定する。これにより、リボンワインド数Wrの上位側において、上下に重なる糸条それぞれの糸層端部におけるターン位置を大きくずらすことができるから、パッケージから糸条を解舒するときに、リボンワインド数Wrを通過した直後で解舒不良が生じやすいという従来の問題が解決される。
(もっと読む)
紡機のスピンドル変速制御方法及びスピンドル変速制御装置
【課題】 糸切れが多発する場合に、簡単な操作で機台全体の糸切れ発生を少なくして生産性を向上させる紡機のスピンドル変速制御方法を提供する。
【解決手段】 機台の運転開始から満管停止までの各錘毎の糸切れ回数が積算される。糸切れ回数は、機台の運転開始から満管停止までのスピンドル駆動制御が異なる区間毎に積算され、各区間毎の積算値が予め設定された許容値と比較される。そして、許容値を超えた区間について、次回の運転時に予め設定した分スピンドル回転速度が低下されて運転される。「スピンドル駆動制御が異なる区間」とは、スピンドルの回転速度あるいは加速度が異なる区間、即ち異なる定速又は加速状態が異なる区間をいう。
(もっと読む)
1 - 8 / 8
[ Back to top ]