
Fターム[5H601KK08]の内容
Fターム[5H601KK08]の下位に属するFターム
バリ取り加工 (16)
Fターム[5H601KK08]に分類される特許
1 - 20 / 607
レゾルバ
回転電機及び回転電機の製造方法
永久磁石式回転電機
積層鉄心の製造方法及びこれによって発生する打ち抜き滓の形状
回転電機用ロータ及びその製造方法
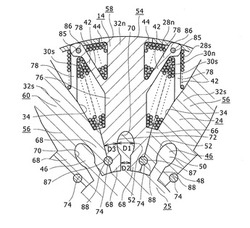
【課題】回転電機用ロータにおいて、ステータで発生する磁束をロータコイルに多く鎖交させて、ロータコイルに生じる誘導電流を大きくすることである。
【解決手段】ロータ14は、それぞれ鋼板を含む複数の板部材58,60が積層される積層体を含み、コイル28n、28s、30n、30sが巻き回しされる複数のコア要素54,56を含む。複数のコア要素54,56は、隣り合うコア要素54,56の間に、一方のコア要素54から突出するように形成され、かつ、第1板部材58により形成される一方の補助突極42と、隣り合う2つのコア要素54,56の間に、他方のコア要素56から突出するように形成され、かつ、第1板部材58により形成される他方の補助突極42とを含む。それぞれの補助突極42に、互いに軸方向に整合するピン孔85を形成し、それぞれのピン孔85に連結ピン86を貫通させる。
(もっと読む)
金属板の積層体、回転電機のコア及び金属板の積層体の積層方法

【課題】複数のコア板を強い結合保持力及び高い平行度で隙間無く積層結合することができるようにすること。
【解決手段】複数のコア板を積層して、コアを構成する。コア板には、積層状態に結合するための結合部を設ける。結合部には、積層方向へ起立形成された固定片24と、隣接するコア板の固定片24を通すための通過孔25と、その通過孔25に通した固定片24が折り曲げられることにより、隣接するコア板に対して結合保持される受部26と、他のコア板の受部26上に折り曲げられた固定片24との干渉を避けるように、その固定片24を収容する開口27とを設ける。
(もっと読む)
積層鉄心及びその製造方法
【課題】鉄心抜板相互間のずれや隙間を解消することができると共にかしめ部で確実に結束して信頼性を高めることができる積層鉄心及びその製造方法を提供する。
【解決手段】本実施形態の積層鉄心は、鉄心用鋼板を打ち抜くことにより得られる複数枚の鉄心抜板を、当該鉄心抜板に有するかしめ部相互間で嵌合させて積層したものであり、前記かしめ部は、前記鉄心用鋼板あるいは前記鉄心抜板に対する切り起しにより形成した複数の切起し片であって、一方の鉄心抜板における前記複数の切起し片が、他方の鉄心抜板における前記複数の切起し片の切起し跡の開口から嵌合するように構成すると共に、前記複数の切起し片は、一枚の前記鉄心抜板において相互に隣り合う切起し片同士が対向して対をなすように形成されている。
(もっと読む)
回転電機のロータコア
【課題】材料の歩留まりを向上した回転電機のロータコアを提供する。
【解決手段】ピンを嵌挿する固定孔19の周囲に、ピンから作用する応力に基づいて強度的に必要な応力円rを算出し、コアプレート片13の周方向両端部の内径側cを、応力円rにかからないように切除する。コアプレート片13に永久磁石を埋設し、該永久磁石の磁力線を強めるために磁気回路的に必要な半径線Bを算出して、該半径線Bとコアプレート片13の端面fで交差Pする応力円rの接線sにおいて、コアプレート片13の周方向両端部の内径側cを切除する。
(もっと読む)
積層コアの転積装置
【課題】コア板を積層した積層コアの状態のままでコア板の転積ができる転積装置を提供する。
【解決手段】転積装置は、筒状部材35Aと、筒状部材35Aを回転させる回転駆動装置と、複数の突極を有するコア板Pを積層した転積前の積層コアS0を筒状部材35Aに供給する供給部と、を備えており、筒状部材35Aの内側には、該筒状部材35A内に挿入されているコア板Pの突極間に挿嵌される第1突起部38Aが設けられており、供給部には、筒状部材35Aに挿入されていないコア板Pの突極間に挿嵌される第2突起部22Aが設けられている。
(もっと読む)
ロータとその製造方法
【課題】磁石を確実に固定することができて、ロータコアの遠心力に対する強度の向上を図ったロータコアを提供する。
【解決手段】鋼板2を積層してなるロータコア1であって、各鋼板2には、複数の磁石穴3aと、磁石穴3aよりも軸心寄りに位置する小穴6と、磁石穴3aと小穴6との間にあり、径方向で所定量ずつオフセットしている中間穴7a〜7hと、を形成してある。鋼板2の積層状態で、磁石穴3aは軸心方向に貫通するスロット部3を、小穴6は同じく樹脂注入穴16をそれぞれ形成していて、スロット部3には磁石4が挿入される。さらに、中間穴7a〜7h同士が積層方向および径方向でそれぞれオフセットしながら連通して、スロット部3と樹脂注入穴16とを連通させる放射状の連通穴17を形成している。
(もっと読む)
バックヨークの製造方法、電動機、ロボット
【課題】電動機の損失を低減するバックヨークの製造方法を提供する。
【解決手段】バックヨーク40の製造方法は、界磁用磁石21を有する回転子20との間で磁路を形成するリング形状のバックヨーク40の製造方法であって、断面形状が円形または四角形の軟磁性材料の線材41を、巻芯140に向かって搬送し、線材41が巻芯140に達する位置の手前で線材41を所与の温度で加熱し、巻芯140を回転し、加熱した状態で線材41を螺旋状に巻回し、所与の巻数に達したときに線材41を切断し、バックヨーク40に個片化する。このように製造方法によれば、製造時の廃材の発生と、加熱した状態で巻回することから、内部歪や残留応力の発生を抑制して、コスト増を抑えつつ、損失を低減することができる。
(もっと読む)
ロータおよび回転電機
【課題】ロータシャフト内を流れる冷却媒体によるロータコアの冷却性能を高めるとともにロータコアとロータシャフトとの間でのトルク伝達性能を向上させる。
【解決手段】回転電機のロータ14は、磁性板材18を積層して構成されるロータコア15と、ロータコア15のシャフト穴30に固定され、冷却油が流れる冷媒通路32を内部に有するロータシャフト28と、互いにトルク伝達を行うロータコア15のシャフト穴30内周部とロータシャフト28外周面との間において磁性板材18の積層ばらつきによって生じている隙間gに充填されて磁性板材18のロータシャフト28に対する連結強度を高める充填材44とを備える。
(もっと読む)
モータ用ロータとその製造方法
【課題】積層された電磁鋼板と永久磁石が面接触して電気的に通電し、面接触する電磁鋼板の端面と永久磁石との間で大きな渦電流が形成され、渦電流損失が増加するといった課題を解消することのできるモータ用ロータとその製造方法を提供する。
【解決手段】電磁鋼板1が積層されてなるロータコア10と、永久磁石2とからなるモータ用ロータ20の製造方法であって、少なくとも一方の積層面に絶縁被膜3を有したそれぞれの電磁鋼板1の永久磁石2と接する端部1bを同一方向に折り曲げ加工し、積層してロータコア10を製造し、永久磁石2を配設してロータコア10に固定してモータ用ロータ20を製造する。
(もっと読む)
モータ鉄心用電磁鋼板の選択方法
【課題】実際に電磁鋼板を加工してモータを試作して評価することなしに、かつ数値シミュレーションを実施する回数を最小限に抑えて、しかも簡便・容易にモータに使用する電磁鋼板の選択を行なうこと。
【解決手段】複数種類の電磁鋼板の中から評価の基準とするために1種類の電磁鋼板を選定し、選定された電磁鋼板に対して磁界解析シミュレーションでモータトルク特性を算出するための計算モデルを用意し、その計算モデルを用いてその電磁鋼板を鉄心材料に使用したモータの設計最大トルク出力時のティースおよびヨークの磁束密度を求め、それに基づいて磁束密度特性指標を決定し、その磁束密度特性指標における各電磁鋼板の磁束密度特性値データを用意し、そのデータから最適電磁鋼板を判定するための判定用インデックスを電磁鋼板ごとに算出し、その結果に基づいてモータ鉄心に使用する電磁鋼板を選択する。
(もっと読む)
回転電機用コアの製造方法及びコア板の打ち抜き装置
【課題】コア板を磁石保持孔のコア板外周側や内周側の端縁部が分離された状態で打ち抜き形成する場合でも、そのコア板を積層方向に隣接するコア板上に正確に位置決めして積層することができる回転電機用コアの製造方法及びコア板の打ち抜き装置を提供する。
【解決手段】ダイ22及びパンチ23により、帯板状のワークWから磁石保持孔15を有するコア板12,13を打ち抜き、そのコア板12,13を積層して回転電機用コアを製造する。コア板12,13の打ち抜き時にその打ち抜きに先行して、パンチ23に設けられた押さえ部26により、磁石保持孔15のコア板外周側の内側縁部を押さえる。コア板12,13の打ち抜きと同時に、パンチ23に設けられた突部27により、磁石保持孔15の外側部分を積層方向に隣接するコア板13,12の外側部分に対してダボ18で結合する。
(もっと読む)
ロータおよびモータ
【課題】磁性板の積層枚数を増やした場合でも、圧入時の応力が過度に大きくなることを防止することのできるロータ、および当該ロータを備えたモータを提供すること。
【解決手段】モータのロータ5において、コア2(積層コア)に用いた磁性板20には、回転軸51の外周面が貫通穴280の内周面に接して圧入に寄与する第1磁性板21と、かかる圧入に寄与しない第2磁性板22とが含まれている。このため、磁性板20の積層枚数を増やした場合でも、回転軸51をコア2に圧入する際の応力が過度に大きくなることを防止することができる。第2磁性板22は、周方向の一部分で貫通穴280の内周面から径方向外側に向けて凹んだ凹部281を備えた凹部付き第2磁性板22aであり、コミュテータ7は、モータ軸線方向Lの他方側L2に突出して凹部281に嵌った突部711を備えている。
(もっと読む)
ステータコアの製造方法とこの製造方法によるステータコアを備えたモータ及びこのモータを備えたポンプ
【課題】ベースコアと延長部との接合強度を簡便に高めることができる。
【解決手段】ベースコア1と、ベースコアにおけるロータとの対向側にあるティース基部4から軸方向に延ばした延長部5とからなるとともに、複数枚の板状体10を積層して形成されている上記延長部5がベースコア1にカシメ構造により接合されるステータコアの製造方法である。上記延長部を構成する複数枚の板状体10のうちの少なくともベースコア側に位置する板状体を、カシメ部5aを形成する工程と、カシメ部を中心とした外周部の外側部分5bを打ち抜く部分外周抜き工程と、残りの外周部を打ち抜く外周抜き工程とで形成する。
(もっと読む)
回転電機のコアの製造方法
【課題】製造設備の構成を簡素化できるとともに、コア片の外周の縁部に傷が生じることを防止できる回転電機のコアの製造方法を提供する。
【解決手段】複数のコア片22よりなるコアプレート20が積層された回転電機のコア21の製造方法において、帯状をなすワークWをその長さ方向に間欠移送する。その停止中に、コア片22の並設方向の両側に位置する縁部を打ち抜くとともに、さらにその移送方向の下流側においてコア片22の残りの縁部を打ち抜いて、打ち抜かれたコア片22を割り出し移動される支持台上に並設してコアプレート20を形成する。そして、そのコアプレート20を積層する。
(もっと読む)
回転電気機械
【課題】立体ギャップ構造を採用した回転電気機械において、ギャップを挟んで対向するステータ及びロータの対向面を最適な形状にすることで、コギングトルクの低減を図る。
【解決手段】ロータ(10)側及びティース(34)側の各段差部(19,36)の径方向面は、共にロータ(10)の回転中心から径方向外方へ凸状となる円弧面(20a〜20d,37a〜37d)で構成される一方、互いに対面するロータ(10)側及びティース(34)側の円弧面(20a〜20d,37a〜37d)は非同心であるとともに、ロータ(10)側及びティース(34)側の円弧面(20a〜20d,37a〜37d)のうち径方向内方に位置する側の曲率は径方向外方に位置する側の曲率以下にする。
(もっと読む)
固定子鉄心及び固定子及び電動機及び圧縮機
【課題】カシメにより電磁鋼板を積層する場合に、巻線時に巻線の圧力でティース部の積層間隙間が縮まることがなく、巻線にたるみが生じる恐れの少ない固定子鉄心を提供する。
【解決手段】この発明に係る固定子鉄心は、所定の形状に打ち抜かれた電磁鋼板を所定枚数、カシメにより積層して構成され、リング状のコアバックと、前記コアバックから内側に放射状に形成されるティースとを有する固定子鉄心であって、コアバックは、各電磁鋼板のそれぞれに、所定の数で所定の形状の、電磁鋼板を接合するカシメ部を備え、ティースは、カシメ部を備える領域と、カシメ部を備えない領域とを具備することを特徴とする。
(もっと読む)
1 - 20 / 607
[ Back to top ]