
Fターム[5H603CD31]の内容
電動機、発電機の巻線 (20,303) | 巻線方法 (3,118) | 巻線ガイド、案内板を用いるもの (64)
Fターム[5H603CD31]に分類される特許
1 - 20 / 64
回転電機のステータの組み付け方法
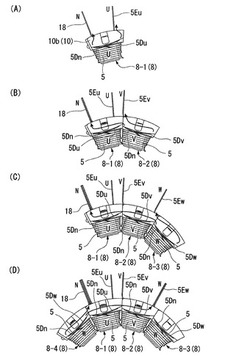
【課題】部品点数の増加を招くことなく、複数の分割コア片の組み付けとコイル導線の引き回しを容易に行うことのできる回転電機のステータの組み付け方法を提供する。
【解決手段】一つ目の分割コア片8−1に中性点側の引き出し部5Dnの引き出し位置と、給電側の引き出し部5Duの引き出し位置を設定する。一つ目の分割コア片8−1に対して、コイル導線5の巻回と、給電側の引き出し部5Duの引き回しと、中性点側の引き出し部5Dnの引き回しを行った後に、二つ目以降の分割コア片8−2,8−3…に対して、コイル導線5の巻回とともに、既にコイル導線5の巻回と引き回しを完了している分割片8−1等に跨る引き出し部5Dn(5Du,5Dv,5Dw)の引き回しを行う。
(もっと読む)
回転電機のステータおよび回転電機

【課題】異相間のコイルを確実に絶縁することが可能な回転電機のステータおよび回転電機の提供。
【解決手段】コアユニット4は、ボビン組立体7を介してコアティース5にコイル6が巻回されている。ボビン組立体7のコイルガイド部77の外周面には、ガイド溝78a,78b,78cが回転軸方向に並設されている。複数のコアユニット4が円環状に並べられることにより、隣り合ったガイド溝78a,78b,78c同士が接続され、円周溝L1a,L1b,L1cが全周に渡って形成される。コイル6の高圧側端部61v、61w、61uは、隣り合ったコイルガイド部77の突き合わせ面において、各円周溝L1a,L1b,L1c上に形成されたコイル引出孔L2a,L2b,L2cから引き出された後、円周溝L1a,L1b,L1c上を引き回され、各相のコイル6の高圧側端部61v、61w、61uごとに束ねられる。
(もっと読む)
回転電機
【課題】 従来の回転電機の固定子コイルの冷却性能を損なうことなく、加工時間の短縮と分解回収のリサイクル性を向上することができる回転電機を提供できるようにする。
【解決手段】 回転自在に支持された概円筒形の回転子と、固定子と、前記部品を支持するブラケットを備えた回転電機において、
固定子は、複数の空芯コイルを樹脂でリング状に一体化した固定子コイルと、ティース毎に分割された固定子鉄心と、を有することを特徴とする回転電機とする。
(もっと読む)
電動機および換気扇
【課題】巻線間に渡り線を通す際に渡り線に傷が付くのを防止しつつ、堅牢性を確保すること。
【解決手段】第2の巻枠46の4つの内壁部48には、渡り線を通すための内壁切り欠き部48aを中央部に各々設け、内壁切り欠き部48aには、内壁切り欠き部48aの先端から内径方向に突出した切り欠き先端突出部48bを設ける。
(もっと読む)
ステータコイル及びモータ
【課題】スロット内の導体線の占積率を下げることなく複数のスロットに簡単に挿通させることができ、組付けのための必要スペースの節約を図ることが可能なステータコイル及びモータの提供にある。
【解決手段】弾性を有する平角線で形成され、モータ10のステータ11のスロット12に分布巻で装着されるステータコイル13において、複数のスロット12に収納されるスロット収納部16、17と、スロット収納部16、17の端部を連結するコイルエンド部18、19とを有し、コイルエンド部18、19に、ステータ11の円周方向へ湾曲する湾曲部22、23が形成されている。
(もっと読む)
コイルの製造装置
【課題】巻枠又は巻線治具等を用いることなくワイヤの成形が可能であって、その曲げ加工点や湾曲の程度を容易に変更する。
【解決手段】コイルの製造装置20は、供給源17から延びるワイヤ16が挿通された真直ぐなノズル21と、ノズル21の後端側に設けられワイヤ16をノズル21に供給してノズル21の前端からワイヤ16を繰り出すワイヤ送り装置22と、ノズル21の前端から前方に突出したワイヤ16を屈曲させてコイル辺部13とコイルエンド部14が連続するコイル12を形成する加工機とを備える。ノズル21がコイル辺部13より長く形成され、加工機がノズル21の前方及び周囲の空間にコイル12を形成可能にノズルがワイヤ送り装置22の前方の空間に取付けられる。ノズルの前端から前方に突出したワイヤ16を折り曲げ屈曲させてコイル辺部13とコイルエンド部14が円周方向に連続するコイル12をノズルの前方及び周囲の空間に形成する。
(もっと読む)
ステータおよびステータ製造方法
【課題】ステータ、及びステータ製造方法の提供。
【解決手段】平角導体Dを巻回して形成したコイルCO1と、コイルCO1を挿入するステータコアSCと、を有するステータ100において、コイルCO1は、ステータコアSCの有するスロットSCSに挿入された状態でステータコアSCの軸方向に突出する形状の第1頂部TP1(第2頂部TP2)と、第1頂部TP1(第2頂部TP2)を挟んで両側に下側に凸に形成された第1左凹部DPL1、第2左凹部DPL2、第1右凹部DPR1、及び第2右凹部DPR2と、を有し、コイルCO1がスロットSCSに挿入された際に、コイルCO1は上側押圧治具JU(下側押圧治具JD)を用いて塑性変形され、ステータコアSCにコイルCO1が保持する。
(もっと読む)
ステータの製造方法及び製造装置
【課題】平角線から構成されるコイル4を、分布巻きでステータコア2に容易に配置できるステータの製造方法及び製造装置を提供する。
【解決手段】挿入治具21の外周面にコイル4を配置する。そして、コイル4の軸方向一端側の直線部12同士の間に規制治具22の各規制片22aを挿入し、各直線部12の軸方向一端側の周方向位置を規制する。そして、挿入治具21を上昇させることにより、各規制片22aとコイル4とを軸方向に相対移動させつつ、コイル4を軸方向一端側からステータコア2内に挿入する。これにより、各規制片22aの当接部22bと各直線部12とを軸方向に亙って当接させ、各直線部12の周方向位置を軸方向に亙って規制しつつ、各直線部12を各スロット5内に配置する。
(もっと読む)
ステータ及びステータ製造方法
【課題】ステータの占積率向上可能なステータ及びステータ製造方法の提供。
【解決手段】平角導体を巻回して形成されたコイルとステータコアとを備えるステータにおいて、平角導体は、スロット内に挿入されるスロット内導線部12a、12bを備え、スロット内導線部12a、12bの3辺の被覆を厚くした第1平角導体と、スロット内導線部12a、12bの対向する2辺の被覆を厚くした第2平角導体と、の2種類が用意され、第1平角導体と第2平角導体とは、隣り合う平角導体間の被覆が薄くなるよう重ねられて平角導体束とされ、平角導体束は折り曲げられ、渡り導線部11にて90度ずつ2カ所の捻り部を有するよう葛折導体束が形成され、スロット内で葛折導体束のスロット内導線部12a、12bが2本並ぶように配置され、スロット内導線部12a、12bは、ステータコアの外周側と内周側とに交互にスロット内に配設する。
(もっと読む)
ステータの製造方法およびモータ
【課題】コイルの全長を短くすることができるとともに、コイルの占積率を向上することができるステータの製造方法およびモータを提供する。
【解決手段】ティース部およびヨーク部が形成されたステータコア片11を複数帯状に配置し、巻線を配置した後、ステータコア片を円筒状に変形してステータを形成するステータの製造方法において、ティース部の先端17には、帯状のステータコア片を円筒状にしたときにティース部に対して周方向に突出した爪部30がティース部の一方に形成され、ステータコア片を複数帯状に配置したときに、爪部は同じ方向に向くように配置され、巻線配置工程において、巻線の他端側20bは爪部が突出された方向と逆の方向に形成された別のスロット部に挿入するとともに、爪部が形成された側のスロット部の側面を支点にして、巻線の他端側を別のスロット部に挿入する。
(もっと読む)
パラ巻線方法
【課題】並列して巻線された複数本の導線が、ステータコアのスロットに挿入されて回転電機に使用されたとき、複数本の導線のインダクタンスがほぼ均一化されて、優れた性能の回転電機が得られるようにしたパラ巻線方法を提供する。
【解決手段】複数本の導線Wを一列に整列させて巻枠49に巻き付けてコイルCを形成し、このコイルをコイル受け治具80に落とし込むようにしたパラ巻線方法において、少なくとも1つのコイルを形成して、次の極のコイルを形成する際、前記巻枠の軸方向に対する前記複数本の導線の配列順序を逆転させる。巻枠49への巻線機構は、フライヤ60を回転させる方式でもよく、巻枠49を回転させる方式でもよい。
(もっと読む)
回転電機の電機子およびその製造方法
【課題】コイル周長の短縮と鉄心スロット内のコイル占積率を向上させることができ、回転電機の小型・高性能化が図れる回転電機の電機子を得ることである。
【解決手段】鉄心が、円弧状のヨーク部とヨーク部の両端に設けられた磁極ティース構成部と、ヨーク部と磁極ティース構成部とで囲まれたスロットとを備えた分割鉄心を円周上に配列して構成され、スロットに絶縁部材が設けられ、コイルが2個の分割鉄心の絶縁部材が設けられたスロット間に配設され、コイルを配設した分割鉄心間に別の分割鉄心が配置された回転電機の電機子。
(もっと読む)
固定子の製造方法および製造装置
【課題】回転子の磁極がなす電気角360度以内に、同相のコイルターンによって形成される固定子磁極が2つ配置される分散巻コイルを好適に形成し、小型で高出力の回転電機を得る。
【解決手段】線材を巻枠210に巻きつけた分散巻コイル207を、巻枠210ごと固定子コア202の内側に配置する第1のステップと、分散巻コイル207を挿入ブレード213の移動により固定子コア202の径方向に広げるようにして、固定子コアスロット206内に挿入する第2のステップと、を有する固定子の製造方法。
(もっと読む)
直流モータ
本発明は、円筒状のコイル支持体(7;17)を有する直流モータに関する。コイル支持体(7;17)は、両側に位置する端部部分(201,202)において、空隙巻線の第1の巻線ワイヤ(80;180)および第2の巻線ワイヤ(81;181)を案内するためのワイヤ案内部材(9;10,12)を有している。第1の巻線ワイヤ(80;180)および第2の巻線ワイヤ(81;181)はそれぞれ矩形の巻線部分(20;120)を有する。第1の巻線ワイヤ(80;180)の矩形の巻線部分(20;120)および第2の巻線ワイヤ(81;181)の矩形の巻線部分(20;120)は重畳して円筒状のコイル支持体(7;17)上に配置されている。第1の巻線ワイヤ(80;180)および第2の巻線ワイヤ(81;181)が相互に接しながら通過して案内されるようにワイヤ案内部材(9;10,12)は構成されている。  (もっと読む)
(もっと読む)
回転電機および回転電機の製造方法
【課題】渡り線等の接続配線とコイル端部との位置決めを容易に行うことができ、接続配線と渡り線との接合作業を容易に行うことができる回転電機および回転電機の製造方法を提供する。
【解決手段】回転電機は、環状に形成されたステータコア141、およびステータコア141に装着され、ステータコア141の周方向に配列する複数のU相コイル180U,180V,180Wを含むステータ140と、ステータ140の中心軸方向に位置するU相コイル180U,180V,180Wの一方の端面上を延び、U相コイル180U,180V,180W同士を接続する渡線154U,154V,154Wと、渡線154U,154V,154Wを支持して渡線154U,154V,154Wを位置決めする支持部材250とを備える。
(もっと読む)
巻線方法、巻線装置、及び固定子
【課題】平角導体をエッジワイズ曲げ加工する際に、エッジワイズ曲げ部において発生する不要な膨らみ部により隣り合うコイルが干渉しにくい巻線方法、巻線装置、及び固定子の提供。
【解決手段】平角導体10をエッジワイズ曲げ加工することでコイル13を形成する巻線方法において、平角導体10に形成される隣接する2カ所のエッジワイズ曲げ部10aを、平角導体10をエッジワイズ曲げ加工する際に形成される外側への膨らみ部Pが当該2カ所の間に位置する1辺に集中するように成形し、コイル13の対向する一対の辺が、膨らみ部Pを有する辺とする。
(もっと読む)
固定子コイルの製造方法
【課題】連続巻線よりなる各相巻線が巻回されてなる固定子コイルを巻き取り製造する際に、ターン部が階段形状に曲成された組み込み体であっても芯部材に確実に巻き取ることを可能として、巻き取り体の直状積層部における整列精度やピッチ精度を向上させるとともにターン部の階段部における整列精度を向上させる。
【解決手段】組み込み体47を芯部材6に送り込む搬送途中で、組み込み体47のターン部を芯部材6に対する巻き取り半径とほぼ同じ曲げR半径の曲げR形状に塑性変形させて曲げ成形する。
(もっと読む)
ステータ及びステータの製造方法
【課題】コイルとコアとを樹脂で一体成形することで、コイルとコアとの間に隙間が空くことがなく且つコイルやコアの寸法ばらつきを吸収することができ、放熱性を向上させることができると共に、製造効率の良いステータ及びステータの製造方法の提供を課題とする。
【解決手段】コイル10とコア20を嵌め合わせてなるステータであって、少なくともコイル10とコア20との間及びコイルサイド端面14を樹脂モールドすることでコイル10とコア20とを一体成形してある。またコイル10とコア20とを金型内で嵌め合わせた状態で少なくともコイル10とコア20との間及びコイルサイド端面14に樹脂30を注入することでコイル10とコア20とを一体成形するステータの製造方法である。
(もっと読む)
固定子コイルの製造方法
【課題】連続巻線よりなる各相巻線が巻回されてなる固定子コイルを巻き取り製造する際に、巻き取り体の直状積層部において各直状部の整列精度を向上させるとともに、隣り合う直状積層部同士のピッチ精度を向上させる。
【解決手段】組み込み体47を芯部材6に送り込む搬送途中で、組み込み体47の隣り合う直状重ね合わせ部471同士の間に形成された複数の隙間472のうち連続する複数の隙間472にそれぞれ予備整列部材81を挿入する。予備整列部材81により、直状重ね合わせ部471における直状部431の重ね合わせや直状重ね合わせ部471間のピッチを予め揃える。
(もっと読む)
電動機
【課題】バスリングホルダの挿入溝に挿入されたバスリングの抜け止めを可能としつつ、リサイクル性に優れた電動機を提供する。
【解決手段】本発明に係る電動機は、バスリング160U,160V,160Wが挿入された挿入溝151U,151V,151Wを覆うカバー500を備え、カバー500は、バスリングホルダ150に向けて突出する凸状部501を有する。バスリングホルダ150は、電動機の円周方向に沿って配設されるとともに、挿入溝151U,151V,151Wを区画する仕切り壁156と、仕切り壁156に形成され、凸状部501が嵌め込まれる凹状部157とを有する。凸状部501は、凹状部157に嵌め込まれるとともに、挿入溝151U,151V,151Wに挿入されたバスリング160U,160V,160Wに当接する。
(もっと読む)
1 - 20 / 64
[ Back to top ]