
国際特許分類[B07C5/20]の内容
処理操作;運輸 (1,245,546) | 固体相互の分離;仕分け (2,995) | 郵便に関する選別;順次に仕分けする,例.取り出すことによって,に適した個別の物品またはばらの材料の仕分け (1,121) | 選別される物品または材料の特性または特色に従った選別,例.かかる特性または特色を検知または測定する装置により効果が得られる制御によるもの;手動によって作動される装置,例.切換器,による選別 (859) | 重量に従った選別 (119) | 単一固定式秤量機械を使用するもの (57) | 予め定められた重量以下の物品をその重量以上の物品から分けるためのもの (15)
国際特許分類[B07C5/20]に分類される特許
1 - 10 / 15
物品検査装置
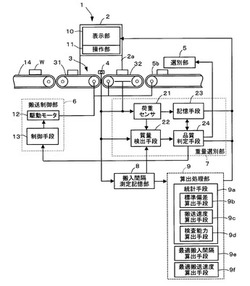
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔tを測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔tの内の所定範囲内の搬入間隔tに関する統計量を算出する統計手段9aと、統計手段9aにより算出された搬入間隔tに関する統計量に基づいて、搬入間隔tに関するヒストグラムを表示するヒストグラム表示手段10とを備える。
(もっと読む)
画像形成システム

【課題】封筒の内容物の封入に過不足がないかどうかを検査する代替手段としての内容物封入後の封筒の重量を測定する重量測定手段と、重量測定手段により測定された内容物封入後の封筒毎の重量データに基づいて、内容物封入後の封筒を仕分ける仕分け手段とを備えることによって、封入装置と画像形成装置との画像形成システムとしての機能と使いやすさを改善する。
【解決手段】画像形成装置としての複写機1で画像形成された用紙Pを封筒Pfに封入する封入手段ないし封入装置としてのSSPユニット40(ソートガイド部44および封筒チャック部45)と、用紙封入済みの封筒Pfの重量を測定するロードセル222を備えた重量測定装置220と、重量測定装置220により測定された用紙封入済みの封筒Pf毎の重量データに基づいて、用紙封入済みの封筒Pfを仕分ける仕分け装置190とを有する。
(もっと読む)
飲料用容器分別機
【課題】投入したスチール缶を確実に磁石に吸着させることができ、分別完了までスチール缶が磁石から離れることがなく、したがって確実に磁性飲料用容器(スチール缶)と非磁性飲料用容器(アルミ缶、ガラス瓶)を分別することができる飲料用容器分別機を提供する。
【解決手段】投入ガイド部材2と、上側傾斜部6と、下側傾斜部8と、湾曲部7とを含む容器送り部材3と、飲料用容器を投入方向で受けて、前記上側傾斜部6から前記湾曲部7への移動方向を揃えるための位置決め機構と、前記湾曲部7側の端縁が前記投入方向と平行に形成されているマグネットシート9と、前記下側傾斜部8の前記マグネットシート9端部を上方に面して上面が開口した磁性飲料用容器収容部4と、前記湾曲部7を上方に面して上面が開口した非磁性飲料用容器収容部5とを備えている。
(もっと読む)
作物選別装置
【課題】
搬送ベルトを撓ませなくても作物の選別を正確に行えると共に、搬送ベルトの撓みによる誤選別を防止する作物選別装置を提供する。
【解決手段】
駆動ローラ69aと従動ローラ69bに搬送ベルト72を巻き掛けた選別搬送コンベア107と、搬送ベルト72の内周面に接触し、作物の重量により下方移動する検知ローラ90と、検知ローラ90より搬送ベルト72の下手側で且つ検知ローラ90より低位置に設ける第1張圧ローラ92と、第1張圧ローラ92より搬送ベルト72の下手側で第1張圧ローラ92より高位置で且つ検知ローラ90より低位置に設ける第2張圧ローラ93と、検知ローラ90の下方移動を検出する重量感知装置88と、重量感知装置88の検出結果に基づき作物を跳ね出す跳出装置114を作動させる制御装置140と、跳出装置114が跳ね出した作物を受ける回収部133から構成する。
(もっと読む)
振分装置
【課題】 搬送物品重量の良否を判定して、不良品を排出する振分装置において、より安全性の高い振分処理が可能で、しかも判定処理の制御をシンプルな振分装置の提供を目的とする。
【解決手段】 重量判定信号のうち良品に対応する良品判定信号を、当該良品が第二搬送コンベアの良品振分側を通過するタイミングで遅延出力させる良品タイミング出力手段と、前記良品振分側の良品の通過を許可する通過可否判定手段と、を備えてなり、前記通過可否判定手段は、前記良品タイミング出力手段による良品判定信号のみに基づき、良品通過の許可を開始し、かつ、物品長に基づく時間を経過した時点で前記許可を終了し、前記許可の開始から終了まで以外では、すべての物品の通過を許可しないことを特徴とする。
(もっと読む)
選別装置
【課題】作物の貯留から選別までを自動的に行うことができ、作業動作の設定やメンテナンスが行いやすい整列選別装置を提供する。
【解決手段】選別部の重量選別装置64を、機体外側の機枠37に上下回動自在な接続アーム55を設け、該接続アーム55の機体内側部に重量感知アーム56を設け、該重量感知アーム56の上部に重量感知板57を設け、接続アーム55の機体外側部に排出装置71が作動する選別重量を設定する重りを設ける重量設定アーム58と検知アーム59とを設け、該検知アーム59の機体外側端部に検知アーム59の検知距離を調節する検知距離調節装置61を設けると共に、検知アーム59に対向させて排出装置71を作動させる検知センサ63を設けて構成する。
(もっと読む)
物品検査装置
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔を測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔の内の所定範囲内の搬入間隔に関する統計量を算出する統計手段9aとを備える。
(もっと読む)
物品検査装置
【課題】不良品が良品の搬出経路である後工程に流出してしまうのを確実に防止できる物品検査装置を提供する。
【解決手段】物品Wを搬送する搬送手段10と、搬送物品を順次検知する物品検知手段20と、搬送物品を検査する検査手段30と、物品検知情報および検査結果に応じて、搬送物品を搬送手段10の下流側で分別するための分別指令信号RJ1を出力する分別制御手段50と、を備えた物品検査装置において、物品検知手段20が、物品Wの搬送方向に対して直交する方向に離間する第1の検知位置p1および第2の検知位置p2でそれぞれの位置を通過する物品Wを検知する第1物品検知部21および第2物品検知部22を有し、分別制御手段50は、物品検知部21、22のそれぞれによる物品検出時間に応じて物品搬送状態を判定する搬送状態判定部51を有し、搬送状態判定部51で判定した搬送状態に応じて分別指令信号RJ2を出力する。
(もっと読む)
重量選別装置及び重量選別方法
【課題】成形されたガラス成形品を次工程に移載させながら重量選別を連続的に行うことが可能な重量選別装置を提供すること。
【解決手段】ガラス成形品Eを搬送する搬送装置60と、前記搬送装置60から前記ガラス成形品Eを取り出し、所定の秤量位置に移載する第一の移載装置と、前記移載されたガラス成形品を前記所定の秤量位置で秤量する秤量装置100と、前記秤量装置100により秤量された結果に基づき、予め定められた規格に対する適合及び不適合を判定する判定装置120と、前記判定装置120により不適合と判定されたガラス成形品Eを排出する排出手段110と、を備える重量選別装置。
(もっと読む)
重量選別装置
【課題】エアジェットが重量測定に与える影響を低減する。
【解決手段】重量選別装置1は、第1搬送手段4と重量測定手段8を有する重量測定部2と、第2搬送手段5とエアジェット手段6を有する選別部3を備える。a.エアジェット手段の設置位置、b.重量測定タイミング、c.エア噴射タイミングの3パラメータの内、2つをある一定値として設定すれば、エアジェット手段によるエア噴射が重量測定部での重量測定に影響を与えないように、残りの一つを定められる。例えば、重量測定に対してエア噴射が影響を与える影響時間範囲と、重量測定部による測定タイミングとが重ならないように、重量測定部からのエアジェット手段の距離xを算出し、エアジェットをこの位置に自動又は手動で設定する。
(もっと読む)
1 - 10 / 15
[ Back to top ]