
国際特許分類[B21B1/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 特定の断面をもつ素材,例.アングル山形鋼 (205)
国際特許分類[B21B1/08]の下位に属する分類
壁を作るために,互いに組合わさることに特に適した平行な縁を持つ矢板の断面 (24)
レール断面 (14)
H−またはI−断面 (45)
L−断面 (9)
T−断面 (26)
U−またはみぞ−断面 (8)
Z−断面
単台の2段圧延機または単台のユニバーサル圧延機によるもの
連続工程中におけるもの (1)
不連続工程中におけるもの
国際特許分類[B21B1/08]に分類される特許
1 - 10 / 78
曲げ加工の異方性が少なく耐応力緩和特性に優れた異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性が少なく耐応力緩和特性が良好な寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7であり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて観察した、(薄肉部のGOS1)/(厚肉部のGOS2)が0.9〜1.4である。
(もっと読む)
H形鋼製造用粗圧延機

【課題】ウェブ高さが400mm〜1000mmのH形鋼を製造する際にH形断面に鋳造または圧延されたH形鋼素材の粗圧延をウェブ高さの拡大量が大きい場合でも安定して行うことのできるH形鋼製造用粗圧延機を提供する。
【解決手段】H形断面に鋳造または圧延されたH形鋼素材のフランジ内面をフランジ外面側に押し広げる上下一対のフランジ押し広げ用凸部を、上側孔型ロールと下側孔型ロールとの間に形成された孔型の中央部に有するH形鋼製造用粗圧延機において、フランジ押し広げ用凸部の周面部4aと左右側面部4b,4cとのコーナー部を連続した2つの円弧R1,R2から形成し、これらの円弧R1,R2のうち左右側面部4b,4cと繋がる第2円弧R2の曲率半径を周面部4aと繋がる第1円弧R1の曲率半径より大きい曲率半径とした。
(もっと読む)
異形断面条の仕上げ圧延方法及び仕上げ圧延装置
【課題】仕上げ圧延時に厚板部と薄板部との段差を接続する斜面の押し込み不良を防止し、歩留まり悪化による製造コストの増加や納期遅延を防止することができる異形断面条の仕上げ圧延方法及び仕上げ圧延装置を提供する。
【解決手段】長手方向に沿って凸部33が形成された異形断面条32を溝が形成された圧延ロール42で仕上げ圧延する異形断面条32の仕上げ圧延方法において、曲げにより異形断面条32の凸部33の幅を調整して圧延ロール42の溝の幅に対応させた後、圧延ロール42で仕上げ圧延するものである。
(もっと読む)
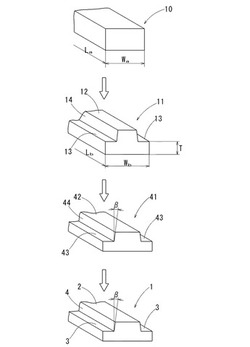
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
曲げ加工の異方性の少ない異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性の少ない、寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7である。
(もっと読む)
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
(もっと読む)
異形断面条及びその製造方法
【課題】表面粗さの低減による品質向上を図り、且つ、表面粗さ不良を防止して製造コストを低減することができる異形断面条及びその製造方法を提供する。
【解決手段】平板状条材23を圧延加工してなり、表面に薄板部31と厚板部30とからなる段差部33を備えた異形断面条32において、裏面であって薄板部31と厚板部30との境界部34に、他の部分とは表面粗さの異なる5mm以上の幅を有する領域61が長手方向に亘って形成されたものである。
(もっと読む)
H形鋼の製造方法
【課題】フランジ部の足先からウェブ部までのフランジ脚長が190mmを超える大形のH形鋼をビームブランクから製造することのできるH形鋼の製造方法を提供する。
【解決手段】ビームブランクを粗造形圧延する粗圧延機として、ビームブランクをドックボーン形状に造形するドックボーン造形用孔型8と、ビームブランクのフランジ部を圧下する箱形のフランジ圧下用孔型9と、ビームブランクのウェブ部を圧下するウェブ圧下用孔型10とを上側孔型ロール6と下側孔型ロール7との間に有するものを用い、ドックボーン形状に造形されたビームブランクのフランジ部をフランジ圧下用孔型9により圧下した後、ビームブランク1のフランジ内面と干渉しない幅で且つフランジ圧下用孔型を通過したビームブランクのフランジ脚長より大きい高さでウェブ圧下用孔型10の中央部に形成された上下一対の圧下用凸部11によりビームブランクのウェブ部を圧下する。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材からH形鋼を製造する際に粗圧延機の孔型ロールとして複数種類の孔型ロールを用意することなくウェブ高さの異なる複数種類のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】割り形成用孔型8によりH形鋼素材1の両側端面に形成された割り17の深さを割り深さ増大用孔型14の中央部に形成された上下一対のV字形突起15により大きくした後、割り17を押し拡げてH形鋼素材1をドックボーン造形用孔型12によりドックボーン形状に造形し、次いでH形鋼のウェブに相当するH形鋼素材1のウェブ相当部18をウェブ圧下用孔型9により圧下した後、H形鋼のフランジに相当するH形鋼素材1のフランジ相当部19,20の間隔を拡幅用突起16とV字形突起15とにより上側孔型ロール6と下側孔型ロール7の軸方向に拡げてH形鋼を製造する。
(もっと読む)
鋼板及びその鋼板からなる鋼管
【課題】鋼管を成形する際に意匠性の悪化を防ぐと共に表面の凹凸形状の凹凸段差の低下を抑制することのできる鋼板及びその鋼板からなる鋼管を提供する。
【解決手段】鋼板の一方の表面には、複数の凸部2及び隣り合う凸部2間の凹部3からなる凹凸形状が形成されている。凸部2は、凹部3からの高さが最も高い位置に形成され凹部3と平行な長方形形状の平坦な頂上部5と、頂上部5の周縁5aから凹部3に向かって傾斜する傾斜面6とを有している。鋼板の表面に平行且つ各頂上部5の長手方向に垂直な方向から見ると、凸部2の頂上部5は、隣り合う凸部2’及び2”それぞれの頂上部5’及び5”と部分的に重なり合い、ラップ代7が構成される。
(もっと読む)
1 - 10 / 78
[ Back to top ]