
国際特許分類[B21B1/088]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 特定の断面をもつ素材,例.アングル山形鋼 (205) | H−またはI−断面 (45)
国際特許分類[B21B1/088]に分類される特許
1 - 10 / 45
H形鋼矢板及びその製造方法
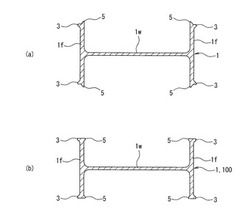
【課題】フランジ先端に突起を有し、このフランジ先端で嵌合させるH形鋼矢板について、嵌合部が離脱する危険性を小さくしたH形鋼矢板およびその製造方法を提供する。
【解決手段】H形鋼素材1のフランジ部1fの外面からフランジの厚さ方向に突出する第1の突起3およびフランジ部1fの先端からフランジ幅方向に突出する第2の突起5を粗ユニバーサル圧延機およびエッジャー圧延機によりH形鋼素材1のフランジ先端部の先端に形成し、次いでH形鋼素材1を仕上ユニバーサル圧延機により仕上圧延した後、H形鋼素材1のフランジ部の先端をガイドするガイドロールにより第2の突起5が突出する方向をフランジ幅方向からフランジ部1fの内面からフランジ部の厚さ方向に突出する方向に変更してH形鋼矢板を製造する。
(もっと読む)
フランジを有する形鋼の圧延方法

【課題】圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
(もっと読む)
H形鋼の圧延方法および仕上ユニバーサル圧延機
【課題】ウェブ高さの造り分けを行う際に生じるH形鋼ウェブ部両端の増厚部を解消し、同一セットのロールから均一なウェブ厚みの製品が製造できるH形鋼の圧延方法および仕上ユニバーサル圧延機を提供する。
【解決手段】ウェブ両端の増厚部を圧下しながらウェブ高さを拡幅または縮幅することによって、多サイズを造り分ける仕上ユニバーサル圧延機を用いたH形鋼の圧延において、当該仕上ユニバーサル圧延機の竪ロール径を水平ロール径の15〜40%のものを用い、竪ロールの回転軸と水平ロールの回転軸とを同一平面上に設置し、最終パスでウェブ両端の増厚部を圧下することを特徴とするH形鋼の圧延方法が提供される。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材から高品質のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】ドックボーン形状に造形されたH形鋼素材のウェブ部をウェブ圧下用孔型11により圧下したときのウェブの圧下量をX、ウェブ部の両側に形成されたフランジ部の幅をHとしたとき、ウェブ圧下用孔型11の内側面11aと孔型ロール6,7の周面部との間に形成された噛み出し抑制部13の幅EをE=0.10X/2〜0.20X/2に設定するとともに、噛み出し抑制部13の高さhをh≦0.35Hに設定してH形鋼素材を粗造形圧延する。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
H形鋼の製造方法
【課題】フランジ部の足先からウェブ部までのフランジ脚長が190mmを超える大形のH形鋼をビームブランクから製造することのできるH形鋼の製造方法を提供する。
【解決手段】ビームブランクを粗造形圧延する粗圧延機として、ビームブランクをドックボーン形状に造形するドックボーン造形用孔型8と、ビームブランクのフランジ部を圧下する箱形のフランジ圧下用孔型9と、ビームブランクのウェブ部を圧下するウェブ圧下用孔型10とを上側孔型ロール6と下側孔型ロール7との間に有するものを用い、ドックボーン形状に造形されたビームブランクのフランジ部をフランジ圧下用孔型9により圧下した後、ビームブランク1のフランジ内面と干渉しない幅で且つフランジ圧下用孔型を通過したビームブランクのフランジ脚長より大きい高さでウェブ圧下用孔型10の中央部に形成された上下一対の圧下用凸部11によりビームブランクのウェブ部を圧下する。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
形鋼の形状計測方法および形状計測装置
【課題】ユニバーサルミルを用いて形鋼を圧延する際に、圧延材のウェブ偏りをリアルタイムに検出する装置を安価に提供するとともに、ウェブ中心の偏り量を正確に制御する。
【解決手段】フランジとウェブを有する形鋼の圧延材を、上下対の水平ロール及び左右対の竪ロールが組み込まれたユニバーサルミルで圧延するにあたり、前記上下対の水平ロールのそれぞれに、前記形鋼までの距離を計測するためのウェブ偏り計測装置を配置し、前記ウェブ偏り計測装置のそれぞれが、圧延中の形鋼のフランジ端面からウェブ偏り計測装置までの距離をユニバーサルミル内で計測し、これら計測されたフランジ端面からウェブ偏り計測装置までの距離に基づいてウェブの偏り量を演算によって算出する。
(もっと読む)
1 - 10 / 45
[ Back to top ]