
国際特許分類[B21B39/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に連結され,または組込まれ,またはそれに関連する用途に特に適用されて,素材を移送し,支持し,または位置決めし,または素材の移送を制御する装置 (465) | 素材の供給または支持;制動装置または張力装置 (92) | 制動または張力装置 (43)
国際特許分類[B21B39/08]に分類される特許
1 - 10 / 43
熱延鋼板の張力制御方法及び製造方法
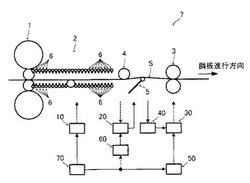
【課題】超微細粒鋼を製造する際に必要となる強冷却を行う際にも最終圧延機とピンチロールとの間の張力変動を抑制して歩留まりを向上させるとともに、製造停止に至るトラブルも回避することが可能な、熱延鋼板の張力制御方法及び製造方法を提供する。
【解決手段】仕上圧延機列の最終圧延機1と、該最終圧延機の出側に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板Sの上下両面に当接するピンチロール3と、を備えた装置を用いて熱延鋼板を製造する際に、鋼板の先端がピンチロールに到達して、仕上圧延機列の最終圧延機とピンチロールとの間の鋼板の張力が確立した後の予め定められたタイミングで冷却装置による冷却を開始するにあたり、冷却による温度変化によって生じる鋼板の長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を修正する熱延鋼板の張力制御方法、及び、該熱延鋼板の張力制御方法を用いる熱延鋼板の製造方法。
(もっと読む)
熱延鋼板の製造方法

【課題】超微細粒鋼を製造する際に必要となる冷却速度、冷却量の大きな強冷却を鋼板の先端から実施し、冷却された先端部をピンチロールに噛みこませて鋼板に張力を付与するような製造方法をおこなう場合に、最終圧延機とピンチロールとの間の張力が所望の値になり、歩留まりを向上させることが可能な熱延鋼板の製造方法を提供する。
【解決手段】仕上げ圧延機列の最終圧延機1の直後に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板の上下両面に当接するピンチロール3とを備えた装置を用いて、鋼板Sの先端がピンチロール3に到達する以前より鋼板Sの冷却を開始し、その後にピンチロール3で鋼板Sを狭圧して鋼板Sに張力を付与する過程を経る熱延鋼板の製造方法において、冷却による鋼板Sの長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を初期設定する、熱延鋼板の製造方法。
(もっと読む)
鋼帯の蛇行防止方法および装置
【課題】鋼帯を搬送しながら連続的に処理する鋼帯連続処理装置を備えた鋼帯連続処理ラインにおいて、複数台のペイオフリールから交互に鋼帯(コイル)を払い出す入側設備を有している場合に、ペイオフリールから尻抜けした鋼帯の尾端の蛇行を適切に防止することができる鋼帯の蛇行防止方法および装置を提供する。
【解決手段】先行鋼帯5aの尾端がペイオフリール11から払い出される前に、切断装置・溶接装置間ピンチロール16と溶接装置出側ピンチロール32とで先行鋼帯5aを挟み込み、溶接装置出側ピンチロール32の周速度Vrを先行鋼帯5aの搬送速度(ブライドルロール33の周速度)Vsより遅くするとともに、切断装置・溶接装置間ピンチロール16の周速度Vqを溶接装置出側ピンチロール32の周速度Vrより遅くするようにする(すなわち、Vs>Vr>Vq)。
(もっと読む)
ピンチロールの速度制御装置及び速度制御システム
【課題】ピンチロールの速度制御において、操業中にピンチロールモータの速度制御系の不安定化によるハンチングを抑制することを目的とする。
【解決手段】ピンチロールの速度目標値と張力バランス目標値とを入力信号とし、第1のPI制御器を用いてピンチロールの補正速度目標値を出力する主幹制御部と、該補正速度目標値とピンチロールの速度実績値との第1の差分値を求め、該差分値を入力として第2のPI制御器によりピンチロールモータを駆動する電流指令値を求めるドライブ部とを具備し、主幹制御部は、張力バランス目標値と電流指令値との第2の差分値を求め、該第2の差分値を第1のPI制御器に入力し、その出力をローパスフィルタに入力し、該ローパスフィルタの出力と速度目標値とから補正速度目標値を出力する。
(もっと読む)
多条エンドレスベルト式帯板巻取り張力付与装置
【課題】摩耗しやすいベルト押圧体又は長円型圧力付与体のベルト押圧面に金属性薄板の摩擦板を装着することにより、ベルト押圧面の摩耗を防いでベルト押圧面の摩耗に伴うベルト押圧体又は長円型圧力付与体の研磨作業やこれらの大がかりの交換作業を不要にする。
【解決手段】ベルト押圧面4a,5aとエンドレスベルト1のベルト内側表面1aとの間の滑りによる摩擦力でスリット帯板aに巻取り張力を付与する多条エンドレスベルト式帯板巻取り張力付与装置において、ベルト押圧体4,5と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなる摩擦板8をベルト押圧面4a,5aの表面に取り外し自在に装着した。
(もっと読む)
サイジングプレスの操業方法
【課題】本発明は、サイジングプレスの予測プレス荷重の精度向上を課題とし、それを実際の現場でも使える程度に簡便な方法で実現し、サイジングプレスの効率的な使用に供し、結果としてサイジングプレスの生産性の向上を果たすことを目的とする。
【解決手段】鉄鋼スラブをサイジングプレス装置で幅圧下プレスする方法において、プレス荷重実績値とそれに対応するプレス荷重予測値に基づいて、それ以降のパスにおけるプレス荷重予測値を補正し、当該プレス荷重予測値を設定して幅圧下プレスすることを特徴とする鉄鋼スラブのサイジングプレス装置の操業方法であり、さらにピンチロールによりスラブを搬送することにより、一層効果を高めることができる。
(もっと読む)
条鋼熱間圧延設備における圧延材幅広がり検知方法
【課題】圧延機列の圧延機間にサイドルーパー装置が備えられている条鋼熱間圧延設備において、圧延機間を走行する圧延材がサイドルーパー装置のキッカーローラからごく短時間離れることによる圧延材の幅広がりを検知できるようにした、条鋼熱間圧延設備における圧延材幅広がり検知方法を提供すること。
【解決手段】圧延機間における圧延材ループのループ高さ変化速度を連続的に測定し、ループ高さ変化速度を連続的に測定し、その測定されたループ高さ変化速度がキッカーローラの移動可能な最大移動加速度を上回ったことを検知することで、圧延材がキッカーローラからごく短時間離れることによる圧延材の幅広がりの発生を検知する。
(もっと読む)
ルーパの調整方法及びルーパの点検方法、並びに、熱延鋼板の製造装置
【課題】 ルーパロールが軸継手よりもメカニカルストッパ側に、角度測定装置が軸継手よりも動力装置側に備えられるルーパにおいて、軸継手内部に不良が生じた場合であっても適切に角度測定装置の基準点調整を行うことができ、ルーパを適切に調整可能なルーパの調整方法、継手内部の不良の有無や不良の程度を容易に確認することができるルーパの点検方法を提供する。
【解決手段】 動力装置を稼働させてルーパを可動範囲の上限或いは中間位置に固定させた状態で、角度測定装置の基準点調整を行うルーパの調整方法とし、当該ルーパの調整方法を用いたルーパの点検方法とする。
(もっと読む)
厚鋼板の熱処理装置及び方法並びに厚鋼板の製造方法及びその製造ライン
【課題】厚鋼板の長手方向の温度分布が予定したものにすることを目的とする。
【解決手段】矯正装置1と、誘導加熱装置2とをライン上に備えた厚鋼板の熱処理装置において、誘導加熱装置2の出側に該誘導加熱装置により熱処理された厚鋼板5の変形又はスリップを防止するための所定の圧下力を有する押しつけロール3を搬送ロール4に対向させて設ける。熱処理により厚鋼板5が変形したとしても、その厚鋼板5の変形は押しつけロール3によって矯正されるため、目標の搬送速度が維持されることとなり、加熱時間も一定となって厚鋼板5がその長手方向において目標の温度で加熱される。厚鋼板5の変形は、押しつけロール3によって矯正されるため、誘導加熱装置2を用いても、厚鋼板5の搬送が阻害されることなく目標とする熱処理を行うことができ、厚鋼板5をより高い生産性で安定製造することができる。
(もっと読む)
熱延鋼板の冷却方法及び冷却装置
【課題】熱間圧延の仕上げ圧延後に行われる熱延鋼板の冷却において、冷却後の熱延鋼板の温度偏差を従来の温度偏差未満にして、熱延鋼板を均一に冷却し、従来のものに比べて品質のばらつきの小さい熱延鋼板を得ること。
【解決手段】熱間圧延工程の仕上げ圧延後の熱延鋼板をその下流側で通板速度3m/sec以上で通板させながら冷却する冷却方法または冷却装置であって、前記熱延鋼板の上面温度が850℃から650℃までのときに、圧延形状矯正用ピンチロールを用いて0.4kgf/mm2(3.92MPa)以上の張力を前記仕上げ圧延機側に付与して前記熱延鋼板を挟持し、前記熱延鋼板の上面温度が650℃から350℃までの範囲内で前記熱延鋼板を冷却する際に、前記熱延鋼板の上面に対して水量密度を3.5m3/m2/min超の冷却水を使用して冷却する熱延鋼板の冷却方法、又はこれを実現する冷却装置。
(もっと読む)
1 - 10 / 43
[ Back to top ]