
国際特許分類[B21C25/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し用プロフィリング工具 (166) | ダイス (126)
国際特許分類[B21C25/02]に分類される特許
1 - 10 / 126
継目無管の製造方法
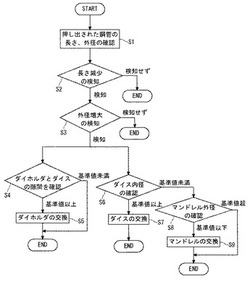
【課題】押出管の外径および肉厚が許容範囲を超えるのを抑制でき、不良の発生率を削減できる継目無管の製造方法を提供する。
【解決手段】熱間押出製管法により複数の中空ビレットを順に押出成形して押出管とする継目無管の製造方法において、押出成形が終了してから次の押出成形を開始するまでの間に検知工程および交換工程を順に行う。検知工程は、順に押出成形された管の長さの傾向を確認して長さ減少を検知する処理および順に押出成形された管の外径の傾向を確認して外径増大を検知する処理を含む。交換工程では、長さ減少および/または外径増大を検知した場合に(A)ダイホルダとダイスとの隙間が基準値以上の場合にダイホルダを交換する処理、(B)ダイスのベアリング部の内径が基準値以上の場合にダイスを交換する処理、(C)マンドレルのトップアップセット部の外径が基準値以下の場合にマンドレルを交換する処理を行う。
(もっと読む)
中空形材成形用押出ダイス

【課題】押出加工力が大きな高力系合金、特に、いわゆる7000系といった最高強度アルミ合金からなるビレットを押出し成形する場合でも、高速押出しができると共にスパイダーの破断を防止して長寿命化を図れるようになる中空形材成形用押出ダイスを提供する。
【解決手段】押出ダイス10を、ビレットBを上流側から下流側に押出して中空形材の内側形状を成形するオス20型とこのオス型20を保持し中空形材の外側形状を成形するメス型30を備えて構成し、オス型20を、スパイダー22とこのスパイダー22を保持するホルダー25とで構成し、スパイダー22を、マンドレル23とこのマンドレル23を支持しかつ先端外周面24Cがブリッジ保持面25Cと係合する複数のブリッジ部24とで形成し、各ブリッジ部24の先端外周面24Cとホルダー25のブリッジ保持面25Cとを焼き嵌めにより接合した構成とした。
(もっと読む)
押出ダイスユニット
【課題】ダイスおよびバッカを内蔵したダイリングの予熱に長時間要さず、且つ押出加工中にて成形される押出形材の形状および寸法を安定させ得る押出ダイスユニットを提供する。
【解決手段】ダイリング2と、該ダイリング2の内側に挿入され、且つ互いの軸心が一致しているダイス11およびバッカ16とを備えた押出ダイスユニット1であって、上記ダイリング2の側面5には、該ダイリング2の内側6に挿入される上記ダイス11およびバッカ16の側面の少なくとも一方が露出する複数の切欠部8a,8bが上記ダイリング2の中心に対して対称に形成されている、押出ダイスユニット1。
(もっと読む)
異種材料の結合形材の製作方法
【課題】複数の素材で1つの形材を作り、この形材で複数の条件を満たすことにより部材点数を減らし、また、必要部分に必要とする強度に合致する適正な材料を用いることのできる異種材料の結合形材の製作方法を提供する。
【解決手段】押圧器2と、該押圧器により高圧で駆動され先端部にステム4を取り付けたピストン3と、ビレットWを挿入する筒型容器1と、金型ダイスを保持するダイホルダー10と、台座11の上に固定してピストン3等からの押圧力を受け止めるように固定した固定台12と、で構成される装置を用いて、
筒型容器1の穴1aに種類の異なる金属素材(ビレット)Wからの複合材料を挿入し、ステム4と複合材料とを押圧器2でピストン3を加圧し、ソリッドダイス7を通して形材8を取り出す異種材料の結合形材の製作方法。前記ソリッドダイスの代わりにホローダイスを用いることもできる。
(もっと読む)
ねじり押出材の製造方法及びプラー
【課題】外周に長さ方向に沿って螺旋状の凹凸を有するねじり押出材が、材料テーブル上でうねったり、曲がったりするのを抑制し、ねじり押出材の断面寸法及びねじりピッチの精度を向上させる。
【解決手段】ねじり押出材5の先端部を、プラー14の掴み部16により掴み、ねじり押出材5の押出速度に合わせてプラー14を押出方向に移動させ、その際、ねじり押出材5に弾性変形範囲内の引張力を付加する。掴み部16は、押出方向を軸線として回転自由に設置され、プラー14の移動に伴い、ねじり押出材の回転に任せて自由回転する。
(もっと読む)
管材製造装置、管材製造方法、および、管材
【課題】簡単な機構で高い押し出し力で押し出し成形することができ、しかも、管内面に形成する螺旋状の凸部のねじれ角を大きくすることができる管材製造装置、管材製造方法、および、管材を提供することを課題とする。
【解決手段】管材製造装置10は、ビレット12の押し出し方向Fの側に設けられ貫通孔22が形成されているダイス16と、先端が貫通孔22よりも押し出し方向側に延び出すように貫通孔22を挿通する挿通部34とを備えている。挿通部34は、ビレット収容空間S内に入れられたフローティングダイ30に設けられており、貫通孔22の内周と挿通部34の外周との間に隙間が形成されている。挿通部34の側面側には螺旋溝40が形成されており、ビレット12がこの隙間から押し出されてなる管材Pが成形される際に管材内面側に螺旋状の凸部が成形される。
(もっと読む)
異形金属リングの製造方法
【課題】押出加工を用いてユニゾンリングを良好に且つ安価に製造することのできる製造方法を提供する。
【解決手段】外周形状が周方向に凹凸形状をなし、内周側に凸形状部18を有するユニゾンリングを前方押出加工を用いて製造するに際し、前方押出加工前の成形品50に、内周側の凸形状部18が位置している部分の横断面の面積を増加させる、減面率調節用の凸形状部56を外周側に設けておき、押出加工時に凸形状部56を圧縮し消失させることで押出成形を曲がりなく真直ぐに行えるようにする。
(もっと読む)
異形金属リングの製造方法
【課題】押出加工を用いてユニゾンリングを良好に且つ安価に製造することのできる製造方法を提供する。
【解決手段】金属の棒材から得た押出用素材40に押出加工を施し、外周形状が周方向に凹凸形状を成す異形金属パイプ32を得た後、これを軸直角方向の切断面で所定幅に切断することによって異形金属リングとしてのユニゾンリング10を製造する。
(もっと読む)
異形金属リングの製造方法
【課題】押出加工を用いてユニゾンリングを良好に且つ安価に製造することのできるユニゾンリングの製造方法を提供する。
【解決手段】金属の棒材から得た押出用素材に前方押出加工を施して、外周形状が周方向に凹凸形状をなす異形金属パイプを得た後、これを軸直角方向の切断面で所定幅に切断することによってユニゾンリングを得るようにする。その前方押出加工では、ダイス64の内面にランド部68を設けて、素材をランド部68を軸方向に通過させることで成形するようになす。その際、ランド部68の上面をテーパ面26となすとともに、テーパ面26には、ランド部68の外周端から凹型部28の上端28aに到る溝67を付加しておく。
(もっと読む)
押出加工用ダイス装置及び押出加工方法
【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部材の製造方法の提供を目的とする。
【解決手段】本発明は、ダイホルダと、組立ダイスが具備され、素材ビレットを押圧して組立ダイスの型孔を通過させて押出成形自在としたダイス装置において、組立ダイスが、櫛刃状の突起部を有するオスダイスと、突起部を挿入する孔部を有するメスダイスを備え、オスダイスの突起部をメスダイスの孔部に望ませてそれらの間に型孔を画成してなり、メスダイスの孔部において素材ビレットの出側の開口部に型穴よりも内径の大きな通過孔が形成され、通過孔の内面が型穴より離れるにつれて広がる傾斜面にされるとともに、型穴から通過孔に至る部分に段部が形成され、段部の厚さに相当する逃げ量が0.05〜0.5mmの範囲、傾斜面の傾斜角度に相当する逃げ角が1〜3゜の範囲とされてなる。
(もっと読む)
1 - 10 / 126
[ Back to top ]